Průvodce pouzdrem a rámem generátoru větrné turbíny
Strukturální role skříně generátoru větrné turbíny
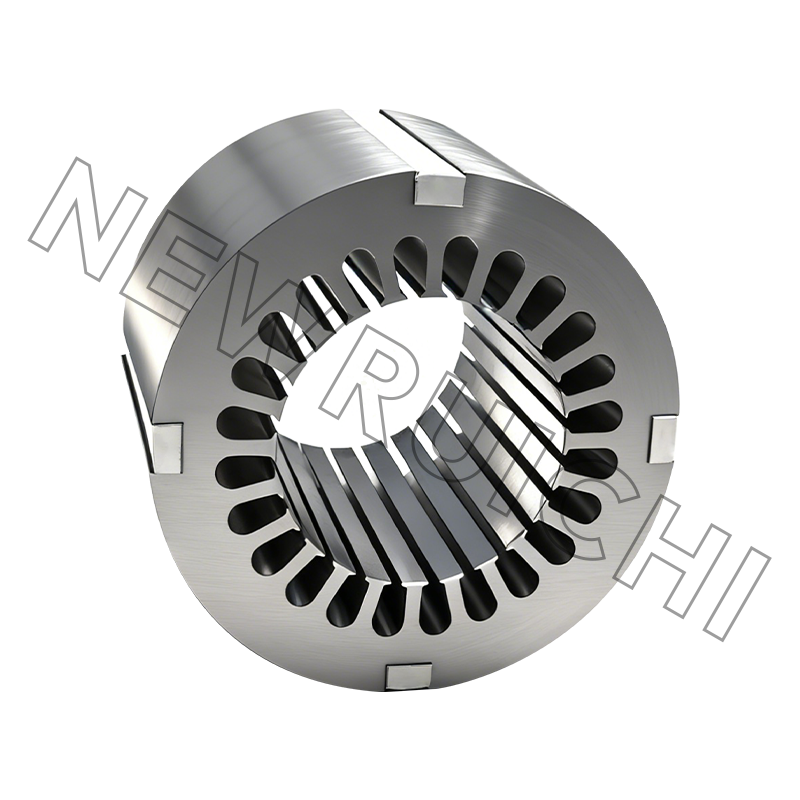
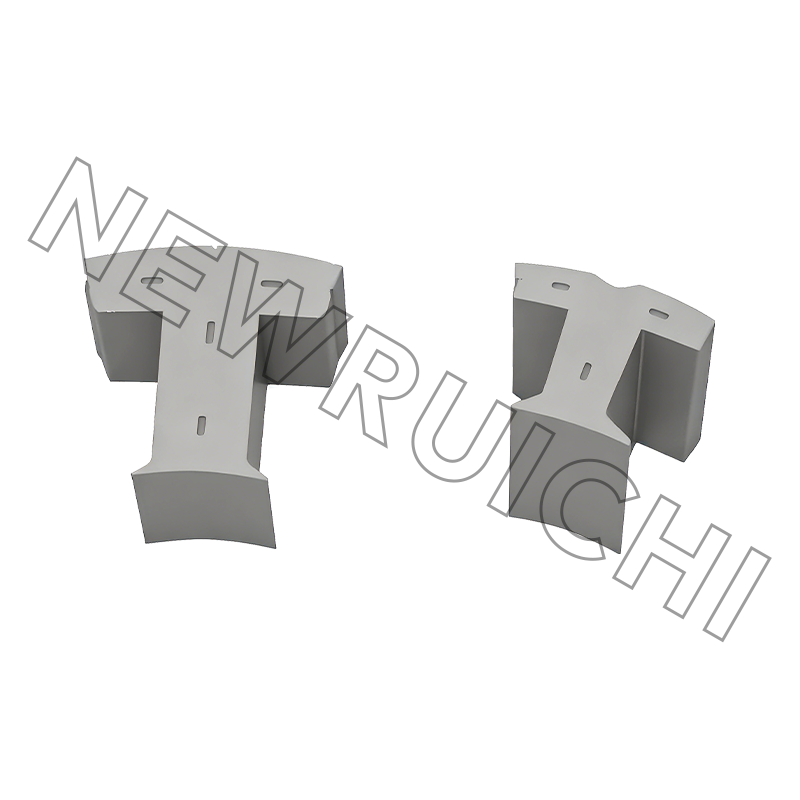
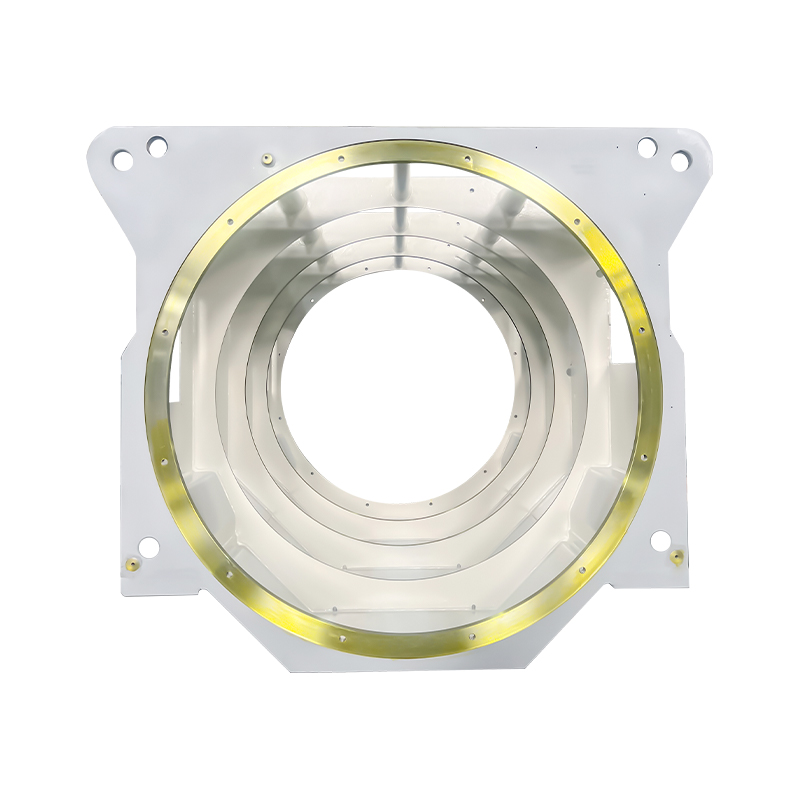
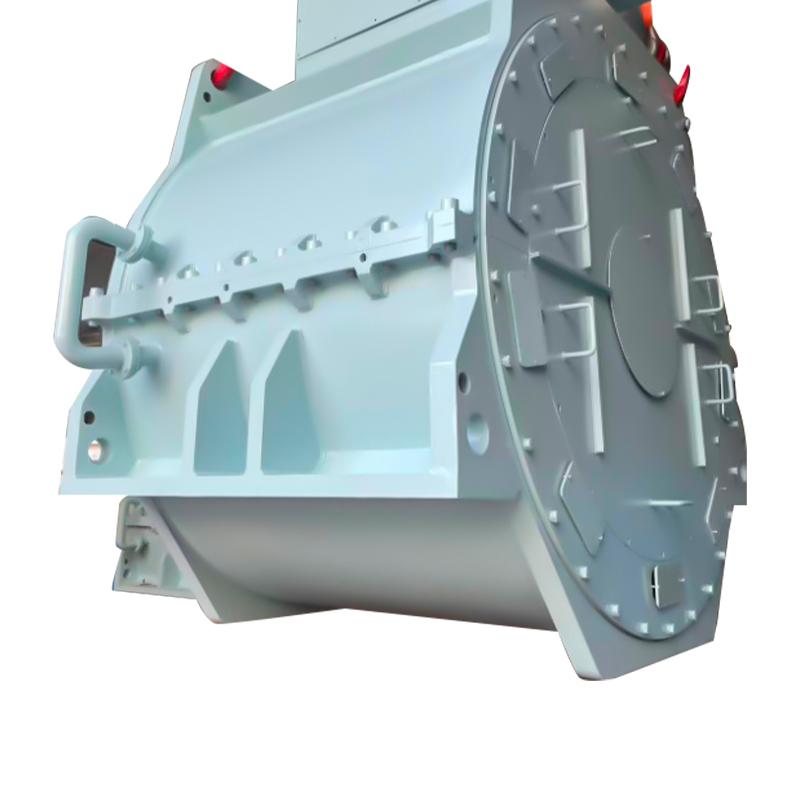
The skříň generátoru větrné turbíny — také označovaný jako rám generátoru větrné turbíny nebo základna generátoru — je kritickou hlavní součástí jednotek na výrobu větrné energie, umístěný v horní části věže uvnitř gondoly. Jeho funkce sahá daleko za rámec jednoduchého krytu. Skříň generátoru tvoří primární nosné rozhraní mezi generátorem a širší konstrukcí gondoly, která se vpředu připojuje k hlavnímu rámu, zatímco vzadu nese plnou hmotnost generátoru. V této poloze musí současně zvládat statická gravitační zatížení, dynamický provozní točivý moment, ohybové momenty způsobené větrem a vibrace přenášené hnacím ústrojím – to vše při zachování přesných rozměrových vztahů požadovaných pro efektivní výrobu energie.
Důležitost rámu generátoru větrné turbíny nejlépe pochopíme zvážením důsledků jeho poruchy nebo rozměrové nepřesnosti. Nesouosost mezi generátorem a převodovkou – nebo mezi generátorem a hlavním hřídelem v konfiguracích s přímým pohonem – přináší asymetrické zatížení ložisek, zrychlené opotřebení převodů a ložisek, zvýšené vibrace a nakonec předčasné selhání hnacího ústrojí. Vzhledem k tomu, že se očekává, že větrné turbíny budou fungovat 20 až 25 let s minimální větší údržbou a že přístup k gondolám ve výšce náboje 80 až 140 metrů je logisticky složitý a nákladný, jsou strukturální integrita a rozměrová přesnost skříně generátoru nesmlouvavými požadavky s přímými finančními důsledky po celou dobu provozní životnosti turbíny.
Podmínky zatížení působící na rám generátoru
The rám generátoru větrné turbíny pracuje v jednom z mechanicky nejnáročnějších prostředí průmyslových zařízení. Na rozdíl od stacionárních průmyslových strojů, kde jsou zatížení převážně statická a předvídatelná, musí skříň generátoru větrné turbíny odolat nepřetržitému spektru dynamických zatížení, jejichž velikost a směr se neustále mění s podmínkami větru, provozním stavem turbíny a polohou vybočení. Pochopení těchto kategorií zatížení je nezbytné pro pochopení toho, proč je konstrukce rámu generátoru spíše sofistikovanou konstrukční výzvou než přímou výrobní úlohou.
- Gravitační zatížení — Vlastní hmotnost generátoru – obvykle 15 až 80 tun v závislosti na výkonu turbíny – působí jako konstantní síla působící směrem dolů na montážní rozhraní rámu generátoru. U větších multimegawattových turbín toto statické zatížení samo o sobě vyžaduje průřezy rámu a materiálové specifikace, které by byly ve většině průmyslových souvislostí považovány za přehnané.
- Provozní točivý moment — Reakční moment z elektromagnetického brzdění generátoru – síla, která brání otáčení rotoru při odběru elektrické energie – je přenášen přímo do skříně generátoru větrné turbíny. Tento točivý moment může dosáhnout několika stovek kilonewtonmetrů u strojů s mnoha megawatty a obrátí směr během poruch sítě, což způsobuje cyklické torzní namáhání konstrukce rámu po celou dobu provozní životnosti turbíny.
- Ohybové momenty vyvolané větrem — Tažné síly rotoru vytvářejí ohybové momenty, které se šíří přes hlavní hřídel a převodovku do rámu generátoru. V extrémních větrných podmínkách – zatížení při přežití v bouři, události nouzového zastavení – tyto momenty dosahují svých špičkových hodnot a musí být absorbovány rámem bez trvalé deformace, která by ohrozila vyrovnání.
- Vibrační a únavové zatížení — Nevyváženost rotoru, frekvenční buzení lopatek, harmonické záběry ozubených kol a zvlnění elektromagnetického točivého momentu generátoru, to vše vytváří vibrační zatížení na různých frekvencích. Rám generátoru větrné turbíny musí být navržen s dostatečnou tuhostí, aby nedocházelo k rezonanci při těchto budicích frekvencích, a dostatečnou odolností proti únavě, aby přežil miliardy zatěžovacích cyklů nashromážděných během 20leté životnosti.
- Tepelná zatížení — Teplotní rozdíly mezi vnitřkem skříně generátoru – vyhřívaného ztrátami generátoru – a vnějším prostředím gondoly vytvářejí rozdílnou tepelnou roztažnost, která musí být přizpůsobena, aniž by došlo k vychýlení nebo omezení tepelného růstu generátoru způsoby, které poškozují montážní rozhraní.
Konstrukční rozdíly: Konfigurace s převodovkou vs. s přímým pohonem turbíny
Mechanická architektura větrné turbíny zásadně formuje konstrukční požadavky na skříň generátoru větrné turbíny. Dvě dominantní konfigurace hnacího ústrojí – s převodovkou a s přímým pohonem – ukládají podstatně odlišné profily zatížení a požadavky na vyrovnání na rám generátoru, což má za následek odlišné konstrukční návrhy optimalizované pro každou architekturu.
Rámy generátorů převodových turbín
U konvenčních větrných turbín s převodovkou se nízkorychlostní hlavní hřídel připojuje k převodovce, která zvyšuje rychlost otáčení před pohonem relativně kompaktního vysokorychlostního generátoru. Rám generátoru větrné turbíny v této konfiguraci musí zajišťovat přesné vyrovnání mezi výstupním hřídelem převodovky a vstupním hřídelem generátoru – typicky dosažené pomocí flexibilní spojky, ale stále vyžaduje, aby středové osy dvou hřídelů zůstaly v těsných mezích úhlového a paralelního nesouososti za všech podmínek provozního zatížení. Konstrukční návrh rámu musí zachovat toto zarovnání navzdory průhybům způsobeným hmotností generátoru, reakcí točivého momentu a dynamickým zatížením, což vyžaduje pečlivou analýzu konečných prvků během fáze návrhu, aby se ověřilo vyhovění průhybu v celé obálce zatížení.
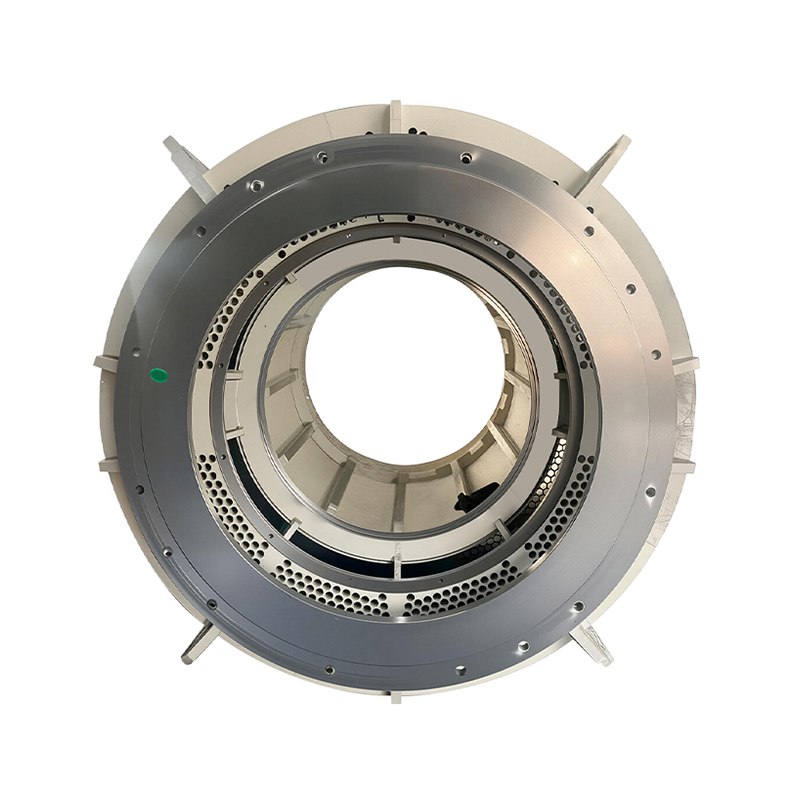
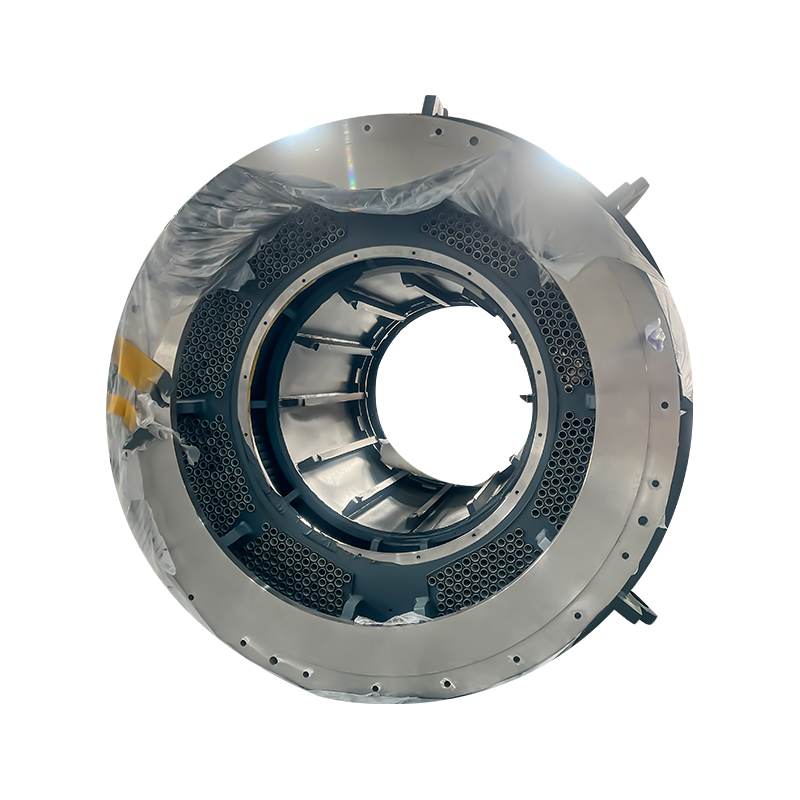
Rámy turbínových generátorů s přímým pohonem
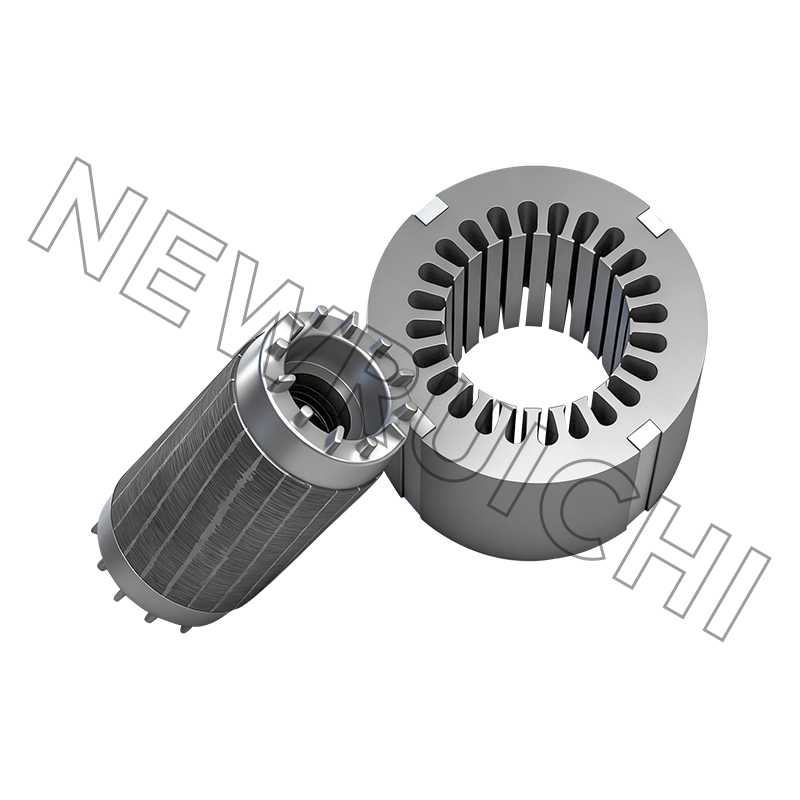
Větrné turbíny s přímým pohonem zcela vylučují převodovku, přičemž náboj rotoru je připojen přímo k nízkootáčkovému generátoru o velkém průměru. Rám generátoru větrné turbíny v konfiguracích s přímým pohonem přebírá ještě kritičtější konstrukční roli – musí podporovat generátor, který je výrazně větší a těžší než jeho převodový ekvivalent (často 50 až 100 tun v pobřežních multimegawattových strojích), při zachování přesné rovnoměrnosti vzduchové mezery mezi rotorem a statorem, která je nezbytná pro elektromagnetickou účinnost a zamezení kontaktu rotor-stator. Konstrukční rám v turbínách s přímým pohonem se často integruje s pouzdrem hlavního ložiska a tvoří souvislou dráhu zatížení od náboje rotoru k vrcholu věže, což z něj činí jeden z nejsložitějších konstrukčních odlitků nebo výroby v celé turbíně.
Materiály a výrobní metody pro skříně generátorů
Materiál a výrobní proces vybraný pro skříň generátoru větrné turbíny musí splňovat současné požadavky na konstrukční pevnost, tuhost, odolnost proti únavě, rozměrovou přesnost, svařitelnost nebo slévatelnost a obrobitelnost na přesných rozhraních, kde se montují součásti generátoru a hnacího ústrojí. Současné výrobě dominují dva hlavní výrobní postupy: výroba konstrukční oceli a odlévání z tvárné litiny.
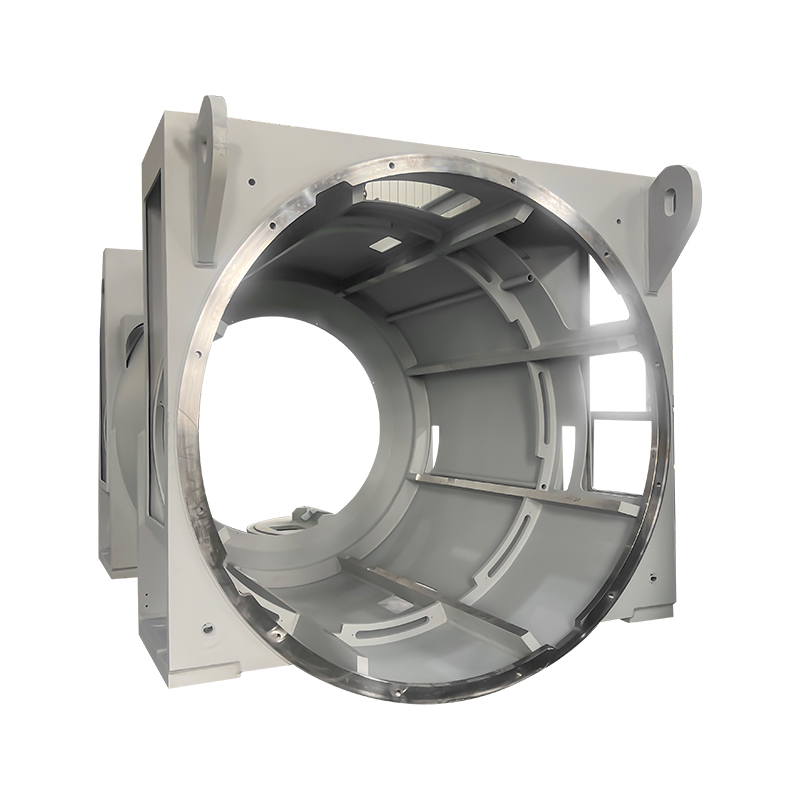
Konstrukční ocelové rámy
Rámy generátorů větrných turbín vyráběné z oceli jsou konstruovány z plechových a konstrukčních ocelových profilů, řezaných na profil a svařených do požadované trojrozměrné geometrie. Tento přístup nabízí flexibilitu návrhu – geometrii rámu lze detailně optimalizovat bez omezení proveditelnosti odlévání – a je vhodný pro nízké a střední objemy výroby, kde by investice do nástrojů pro odlévání nebyly opodstatněné. Třídy vysoce pevných konstrukčních ocelí – běžné specifikace S355 a S420 – poskytují mez kluzu a houževnatost požadovanou pro prostředí únavového zatížení. Kvalita svaru je kritickou výrobní proměnnou u vyrobených rámů; všechny konstrukční svary musí splňovat minimálně úroveň kvality B EN ISO 5817, s plnou kontrolou penetračního svaru ultrazvukovým nebo radiografickým testováním na místech s vysokým namáháním.
Litinové rámy z tvárné litiny
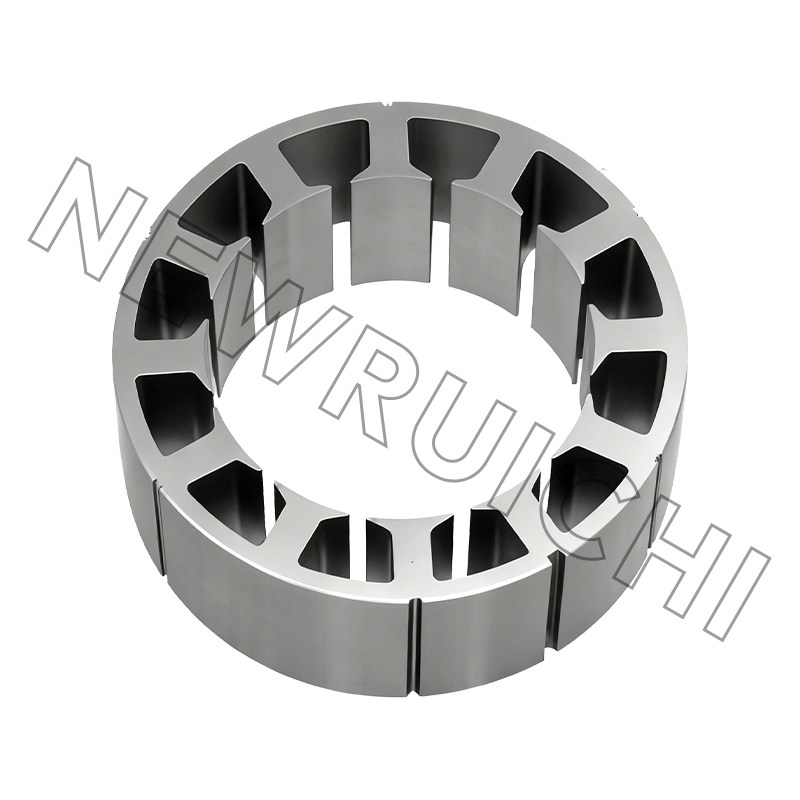
Pro vyšší objemy výroby nabízí lití z tvárné litiny významné výhody při výrobě složitých trojrozměrných geometrií rámu generátoru větrné turbíny s integrovanými žebry, nálitky a montážními podložkami, které by bylo extrémně obtížné dosáhnout ve zhotovené konstrukci. Tvárná litina EN-GJS-400-18-LT – vybraná pro svou kombinaci pevnosti, tažnosti a odolnosti proti nárazu při nízkých teplotách pro instalace v chladném klimatu – je standardní specifikací materiálu. Odlévané rámy dosahují své konečné rozměrové přesnosti přesným opracováním všech kritických montážních rozhraní s tolerancemi rovinnosti montážní podložky generátoru, které se obvykle drží v rozmezí 0,05 mm po celé montážní ploše.
| Majetek | Ocelový vyrobený rám | Litinový rám z tvárné litiny |
| Geometrická složitost | Mírný — omezený fabrikací | Vysoká – možné složité vnitřní vlastnosti |
| Investice do nástrojů | Nízká | Vysoká (vzorové a jádrové nástroje) |
| Jednotková cena při objemu | vyšší | Nízkáer |
| Flexibilita dodací lhůty | Vysoká – bez vzoru | Nízkáer — foundry scheduling dependent |
| Úprava designu | Rychlé a nízké náklady | Pomalé a drahé (přepracování vzoru) |
Požadavky na přesné vyrovnání a standardy obrábění
Rám generátoru větrné turbíny zajišťuje přesné vyrovnání a umístění mezi generátorem a převodovkou nebo hlavním hřídelem – požadavek, který se promítá do extrémně náročných specifikací obrábění pro montážní rozhraní rámu. Dosažení a udržení tohoto vyrovnání po dobu 20leté životnosti turbíny vyžaduje, aby si obrobené povrchy zachovaly svou rozměrovou přesnost navzdory strukturálním průhybům, tepelným cyklům a únavovému zatížení nahromaděnému během provozu.
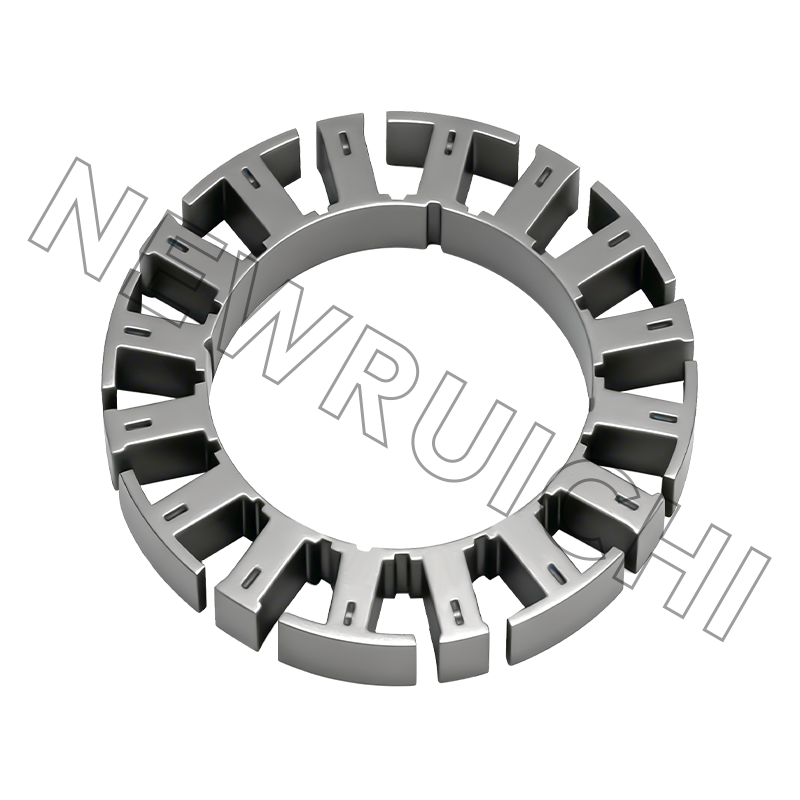
Mezi kritické obrobené prvky na skříni generátoru větrné turbíny patří čela montážní podložky generátoru – která musí být koplanární v rámci těsných tolerancí rovinnosti, aby bylo zajištěno rovnoměrné rozložení zátěže na všechny montážní šrouby – a prvky seřízení otvoru nebo registru, které umístí generátor soustředně vzhledem ke středové ose hnacího ústrojí. Tolerance polohy u prvků vyrovnání jsou obvykle specifikovány v rozsahu ±0,1 mm až ±0,2 mm, dosažené přesným CNC horizontálním vyvrtáváním a frézováním za použití velkoformátových obráběcích center schopných pojmout celou obálku rámu v jediném nastavení. Jednonastavené obrábění všech kritických rozhraní eliminuje kumulativní polohové chyby, které by vyplývaly z přemístění obrobku mezi operacemi, a je považováno za jedinou spolehlivou metodu pro dosažení požadované přesnosti mezi funkcemi na rámech velkých generátorů.
Ochrana povrchu a prevence koroze pro drsná prostředí
Větrné turbíny fungují v některých z nejdrsnějších korozních prostředí, s nimiž se průmyslová zařízení setkávají – instalace na moři čelí neustálé slané vodě a vysoké vlhkosti, zatímco instalace na pevnině v pobřežních, pouštních a chladných oblastech představují své vlastní problémy s korozí. Skříň generátoru větrné turbíny musí být chráněna proti korozi po celou dobu své životnosti, aniž by vyžadovala údržbu nátěru, která by vyžadovala rozsáhlou demontáž součástí gondoly.
Systémy povrchové ochrany pro rámy generátorů ve standardních aplikacích na pevnině se obvykle skládají ze základního nátěru bohatého na zinek nanášeného bezvzduchovým stříkáním na minimální tloušťku suchého filmu 60 mikronů, po kterém následují epoxidové mezinátěry a polyuretanový vrchní nátěr, čímž se dosáhne celkové tloušťky systému 200 až 320 mikronů v souladu s ISO 12944 kategorie korozivnosti C3 nebo C4. Instalace na moři vyžadují vylepšené ochranné systémy splňující požadavky C5-M – často obsahující tepelně stříkaný zinek nebo hliník jako další bariéru pod nátěrový systém – k dosažení 25leté bezúdržbové ochrany proti korozi, kterou vyžadují nepřístupné součásti gondol na moři. Obrobené povrchy a přesná rozhraní jsou během skladování a přepravy chráněny odstranitelnými konzervačními směsmi, které se odstraní během instalace, aby se obnovila rozměrová přesnost montážních povrchů.
Zajištění kvality a certifikace pro výrobu rámu generátoru
Rámy generátorů větrných turbín jsou komponenty kritické z hlediska bezpečnosti, které podléhají certifikačním požadavkům od nezávislých certifikačních orgánů – včetně DNV, Bureau Veritas, TÜV SÜD a Lloyd's Register – jejichž schválení je vyžadováno před komerčním nasazením konstrukcí turbín. Požadavky na zajištění kvality pro výrobu rámu generátoru jsou odpovídajícím způsobem přísné a zahrnují sledovatelnost materiálu, nedestruktivní kontrolu, kontrolu rozměrů a dokumentované kontroly procesu v každé fázi výroby.
- Certifikace materiálu — Všechny konstrukční ocelové plechy a profily musí být dodány s certifikáty o zkoušce materiálu EN 10204 3.2, ověřené nezávislým inspekčním orgánem, potvrzujícím chemické složení, mechanické vlastnosti a výsledky rázové zkoušky při stanovené zkušební teplotě.
- Postup svařování a kvalifikace svářeče — Veškeré konstrukční svařování musí být provedeno podle kvalifikovaných specifikací postupu svařování (WPS) vyvinutých a testovaných v souladu s EN ISO 15614, přičemž všichni svářeči mají aktuální kvalifikační certifikáty pro příslušný svařovací proces, skupinu materiálů a konfiguraci spoje.
- Nedestruktivní vyšetření (NDE) — Plně penetrační svary ve vysoce namáhaných místech jsou podrobeny ultrazvukovému testování (UT) nebo radiografickému testování (RT) za účelem zjištění vnitřních defektů. Testování magnetickými částicemi (MT) je aplikováno na všechny svarové špičky a vysoce namáhané povrchové oblasti, aby se zjistilo porušení povrchu a trhliny v blízkosti povrchu, které by mohly způsobit únavové poruchy.
- Rozměrová kontrolní zpráva — Pro každý rám generátoru je vytvořena plně rozměrová inspekční zpráva vytvořená pomocí měření všech kritických funkcí souřadnicovým měřicím strojem a uchovává se jako záznam o kvalitě, který podporuje certifikační dokumentaci turbíny a poskytuje základ pro jakékoli budoucí posouzení stavu.
-

Vaše emailová adresa nebude zveřejněna. Povinná pole jsou označena *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
autorská práva © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
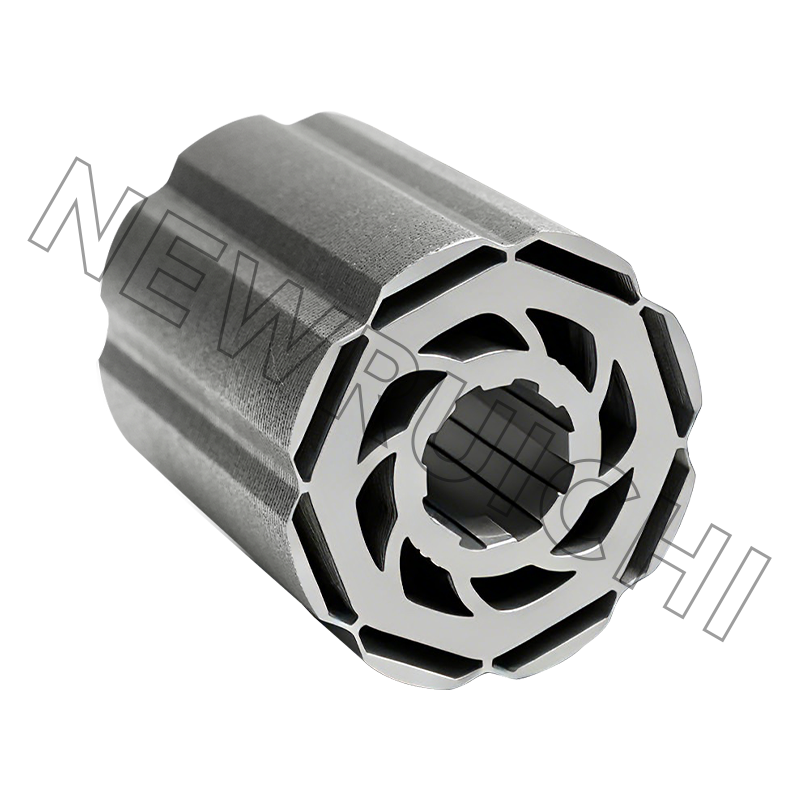
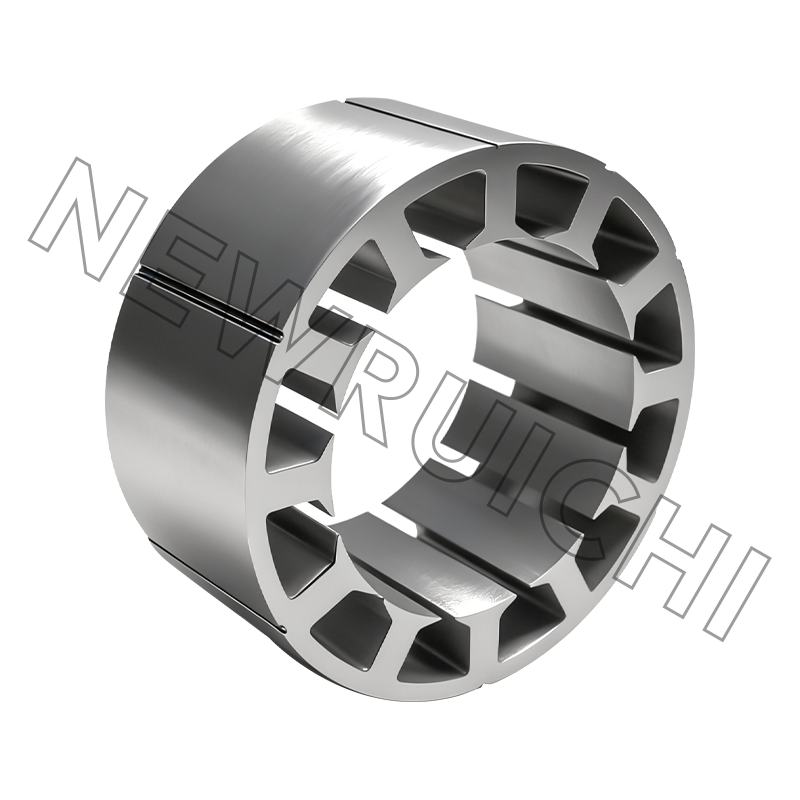
Výrobci jader statorů a rotorů
