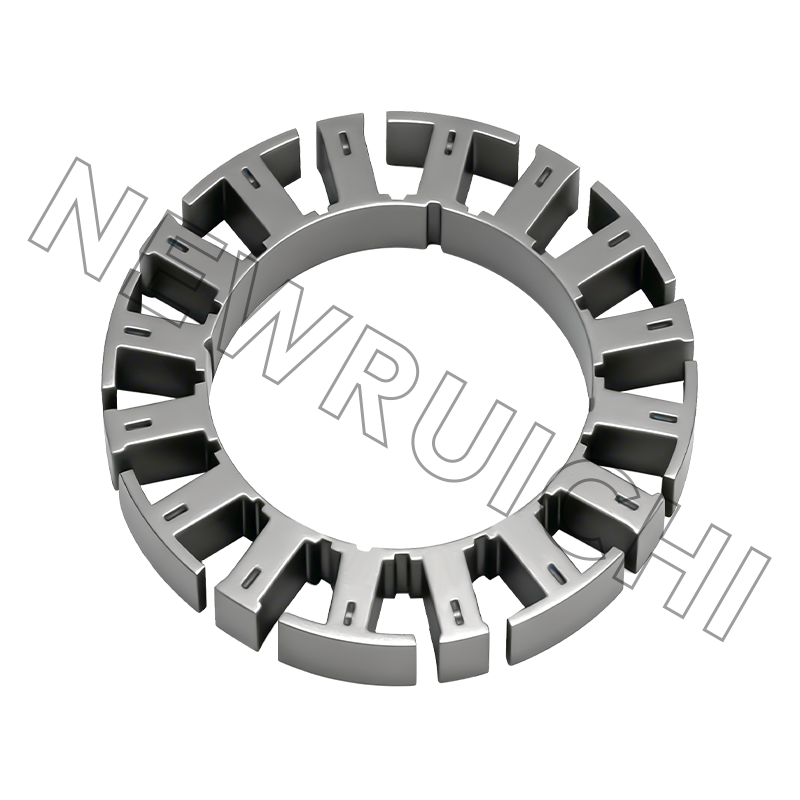
Laminace jádra statoru a rotoru servomotoru
Why the Motor Stator Core Defines Servo System Performance
V každém systému přesného pohybu funguje servomotor jako ovládací kloub – převádí elektrický vstup na řízený mechanický výstup s odezvou na úrovni milisekund. V centru tohoto procesu přeměny je jádro statoru motoru: pevná magnetická struktura, která generuje rotující elektromagnetické pole pohánějící rotor. Jeho geometrie, materiálové vlastnosti a výrobní přesnost společně určují, jak efektivně a přesně tato přeměna energie probíhá.
A well-designed stator core does more than conduct magnetic flux. Utváří prostorovou distribuci tohoto toku ve vzduchové mezeře, přímo ovlivňuje linearitu točivého momentu, kvalitu zpětného EMF tvaru vlny a schopnost motoru udržovat přesné řízení polohy při různých podmínkách zatížení. V robotických ramenech, CNC obráběcích centrech a vysokocyklových automatizovaných montážních linkách – v prostředích, kde se přesnost polohy měří v mikrometrech a časy cyklu v milisekundách – není jádro statoru součástí komodity. Jedná se o přesný výkonový prvek.
Výrobci, kteří výběr a specifikaci statorového jádra považují spíše za technické rozhodnutí než za nákup, trvale dosahují lepších výsledků na úrovni systému: nižší zvlnění točivého momentu, snížené hromadění tepla a delší provozní intervaly mezi cykly údržby.
Material Selection: The Foundation of Nízká-Loss Magnetic Performance
Magnetické a elektrické vlastnosti laminovacího materiálu stanovují absolutní strop účinnosti motoru a dynamické odezvy. Pro lamináty statoru a rotoru servomotoru je vysoce permeabilní silikonová ocel – typicky neorientovaná elektroocel s obsahem křemíku v rozmezí od 2 % do 3,5 % – materiálem volby v aplikacích přesných servomotorů.
Slitina křemíku potlačuje ztráty vířivými proudy zvýšením elektrického odporu, zatímco třídy s vysokou permeabilitou zajišťují saturaci magnetického obvodu při vyšších hustotách toku, což umožňuje vyšší točivý moment na jednotku objemu jádra. Mezi klíčové parametry výkonu, které je třeba specifikovat při získávání laminovacího materiálu, patří:
- Core loss (W/kg) — measured at specific flux density and frequency (e.g., 1.0 T at 50 Hz or 400 Hz for high-speed applications); nižší ztráta jádra snižuje tvorbu tepla a zlepšuje účinnost při provozní rychlosti
- Relativní propustnost (μr) — vyšší permeabilita snižuje magnetomotorickou sílu potřebnou k dosažení dané hustoty toku, což umožňuje citlivější generování točivého momentu
- Lamination thickness — tenčí lamely (0,20 mm, 0,27 mm, 0,35 mm) snižují ztráty vířivými proudy při vyšších elektrických frekvencích; vhodná tloušťka závisí na jmenovitých otáčkách motoru a šířce řídicího pásma
- Insulation coating — interlaminární izolace (typicky povlak třídy C-5 nebo C-6) zabraňuje přemostění vířivých proudů mezi vrstvenými lamelami a zachovává zamýšlené ztrátové charakteristiky sestaveného jádra
Pro ultra-vysokorychlostní servomotory pracující nad 10 000 ot./min. mohou být namísto konvenční křemíkové oceli specifikovány amorfní kovové slitiny nebo jakosti kobaltu a železa, které nabízejí podstatně nižší ztráty v jádře při vysokých frekvencích za odpovídající cenu.
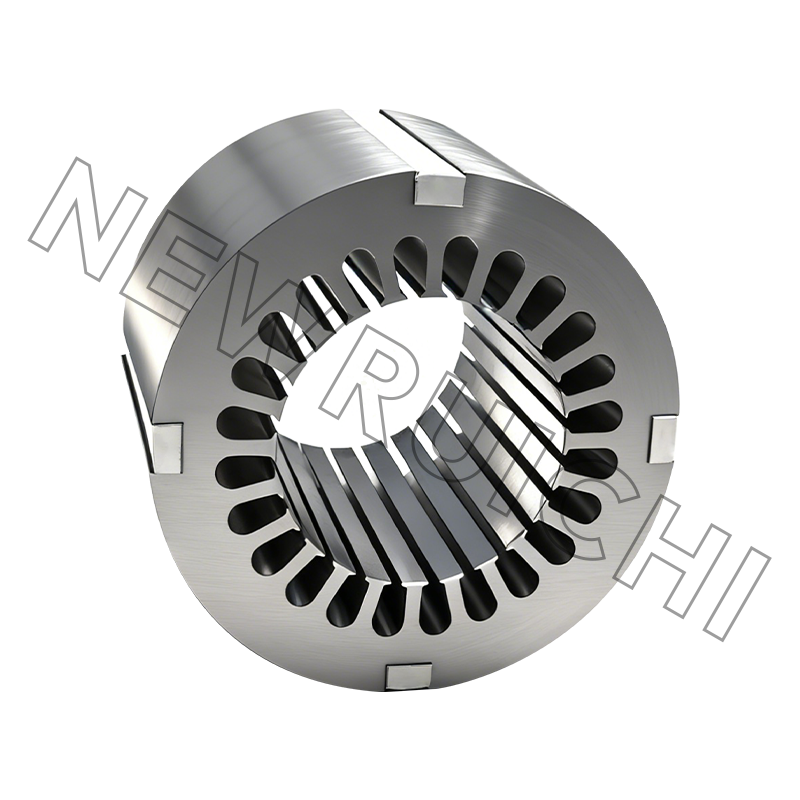
Precision Stamping: How Manufacturing Process Drives Dimensional Consistency
Přechod od surové elektrooceli k hotové plechy statoru a rotoru servomotoru vyžaduje technologii přesného lisování schopnou udržet úzké geometrické tolerance ve velkoobjemových výrobních sériích. Rozměrová nekonzistence v laminacích – odchylky v geometrii drážky, šířce zubu nebo vnějším průměru – se přímo promítá do magnetické asymetrie v sestaveném jádru, což způsobuje harmonické zkreslení v toku vzduchové mezery a měřitelné zvýšení zvlnění točivého momentu.
Progresivní lisování je dominantní výrobní metodou pro laminování servomotorů, která nabízí průchodnost a opakovatelnost požadovanou pro konzistentní kvalitu v měřítku. Key dimensional parameters controlled during stamping include:
- Slot geometry tolerance — slot width and depth directly affect winding fill factor and flux path reluctance; typical tolerance targets for servo-grade laminations are ±0.02 mm or tighter
- Burr height control — nadměrné otřepy ze smykové zóny lisování zvyšují účinnou tloušťku laminace, narušují integritu izolace a vytvářejí koncentrace napětí, které zvyšují ztrátu hystereze; výška otřepu je typicky řízena na ≤0,05 mm
- Flatness and camber — out-of-flat laminations create stacking non-uniformity that introduces rotor eccentricity and vibration at operating speed; odchylka rovinnosti je typicky specifikována v rozmezí 0,1 mm na 100 mm průměru laminace
- Soustřednost vnitřního a vnějšího průměru — rozhodující pro udržení rovnoměrné vzduchové mezery po obvodu rotoru, která přímo řídí prostorový harmonický obsah tvaru vlny hustoty toku vzduchové mezery
Hladké hrany dosažené řízenou vůlí matrice a pravidelnou údržbou matrice také přispívají k mechanickému vyvážení při vysokorychlostní rotaci, čímž se snižují excitační síly vibrací, které by se jinak promítly do slyšitelného hluku a zrychleného opotřebení ložisek.
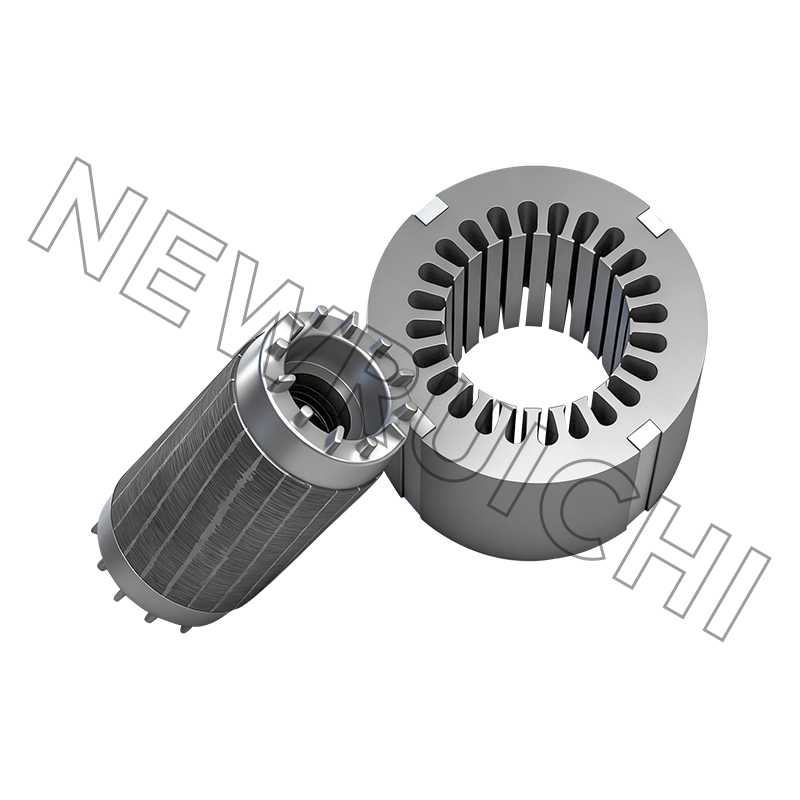
Konstrukce jádra rotoru statoru: přizpůsobení pólů a slotů a optimalizace magnetického obvodu
The stator rotor core konfigurace — kombinace počtu drážek statoru, počtu pólů rotoru a jejich geometrického vztahu — je primární konstrukční proměnnou řídící velikost zvlnění točivého momentu, moment ozubení a indukčnost vinutí v servomotorech. Getting this combination right is not simply a matter of selecting a high pole count or a large slot number; it requires systematic evaluation of the harmonic interactions between the stator MMF distribution and the rotor flux pattern.
Common pole–slot combinations used in servo motor designs and their performance characteristics are summarized below:
| Pole / Slot Combination | Ozubený moment | Faktor vinutí | Typická aplikace |
|---|---|---|---|
| 8P / 12S | Low | 0.866 | Univerzální servo, robotika |
| 10P / 12S | Velmi nízké | 0.933 | Vysoce přesné polohování, přímý pohon |
| 6P / 9S | Střední | 0.866 | Kompaktní servo, lékařské přístroje |
| 14P / 12S | Velmi nízké | 0.933 | Nízkorychlostní kolaborativní roboty s vysokým točivým momentem |
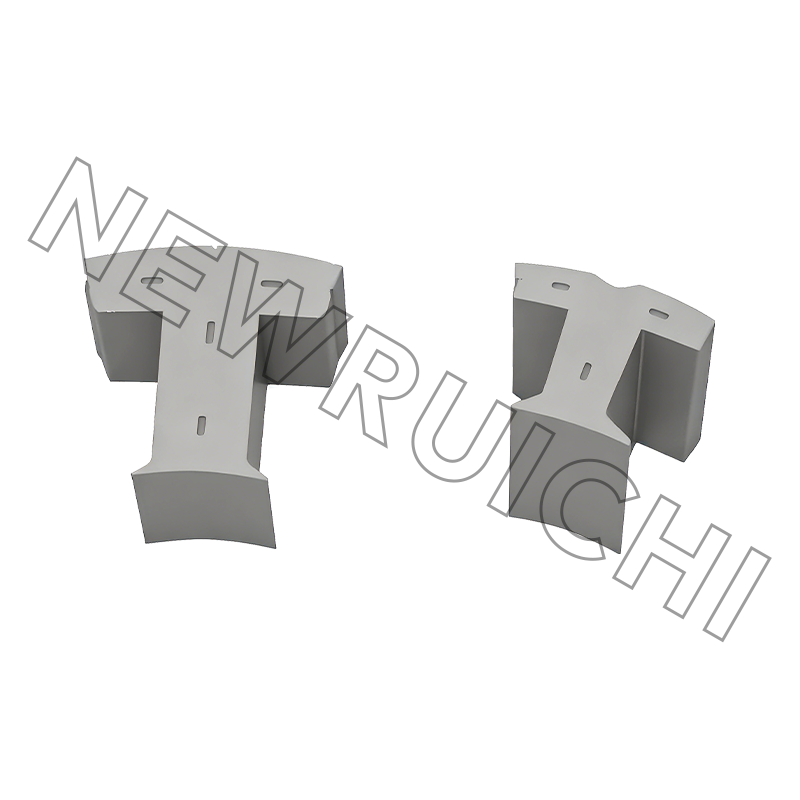
Kromě výběru pólu a drážky jsou k dalšímu zeslabení harmonických složek kroutícího momentu použity pomocné konstrukční prvky v geometrii jádra rotoru statoru – včetně zešikmení drážky statoru, zkosení magnetu rotoru a zkosení špičky zubu. Tato geometrická vylepšení jsou implementována ve fázi laminování, takže jejich přesné provedení závisí na stejné rozměrové přesnosti popsané v předchozí části.
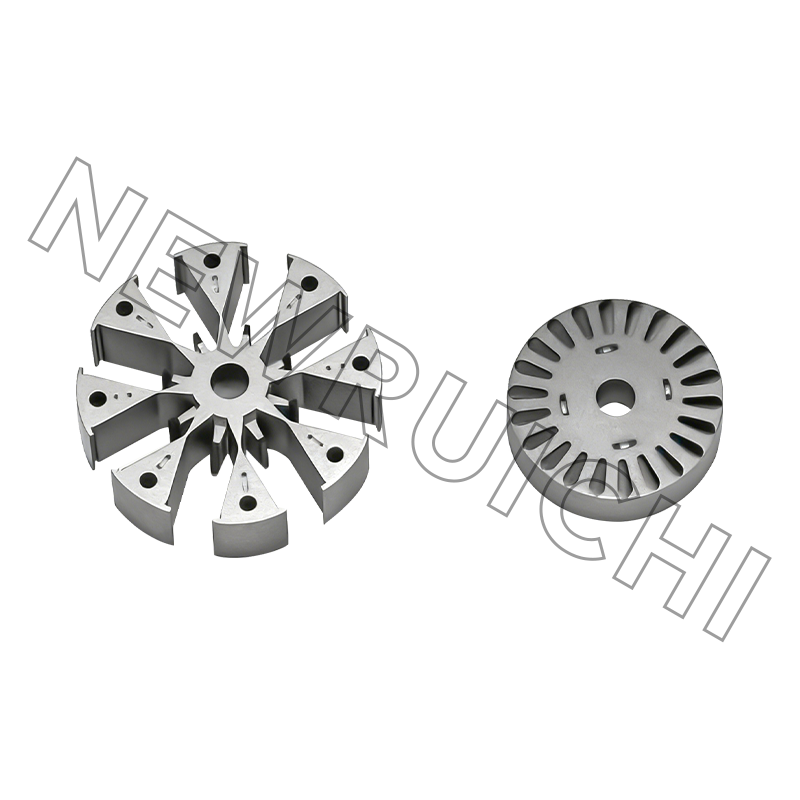
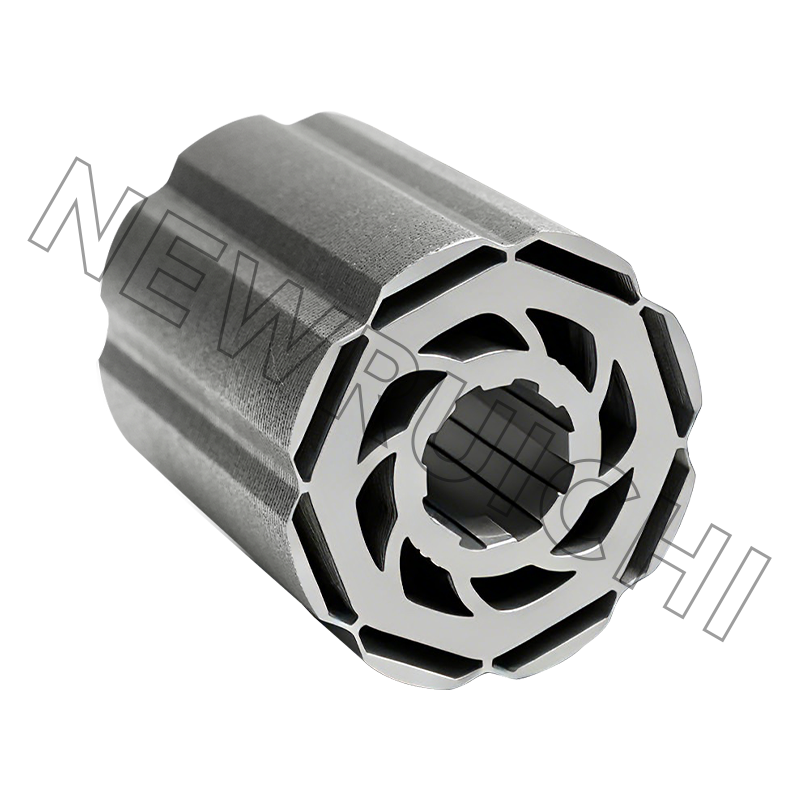
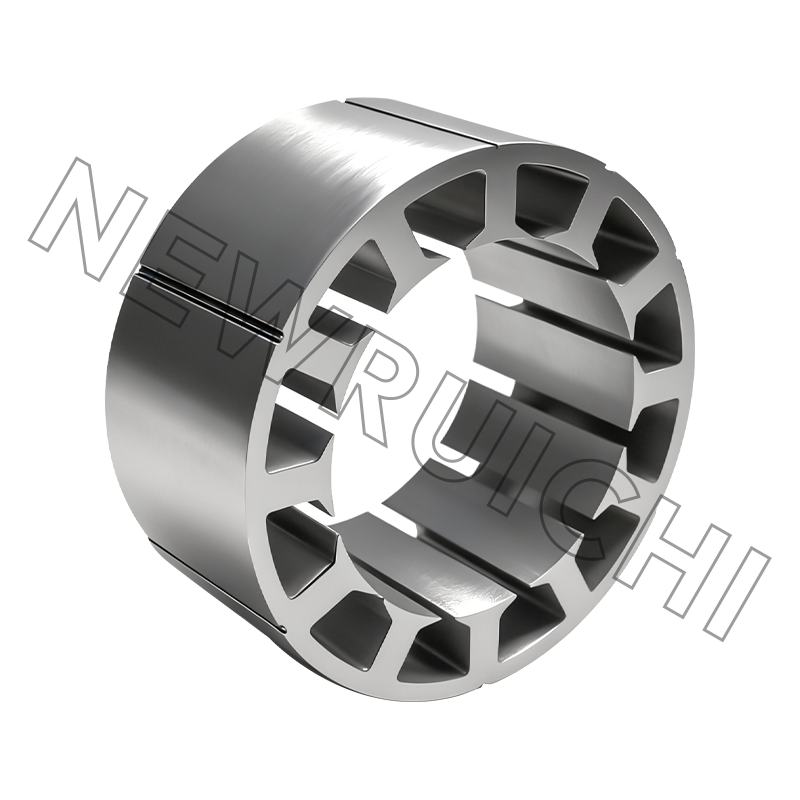
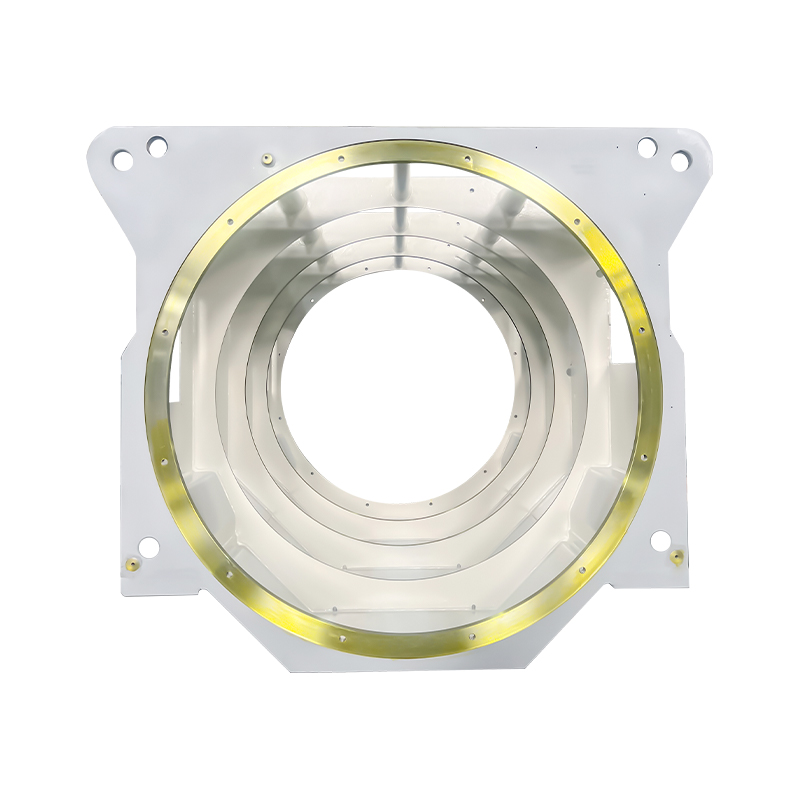
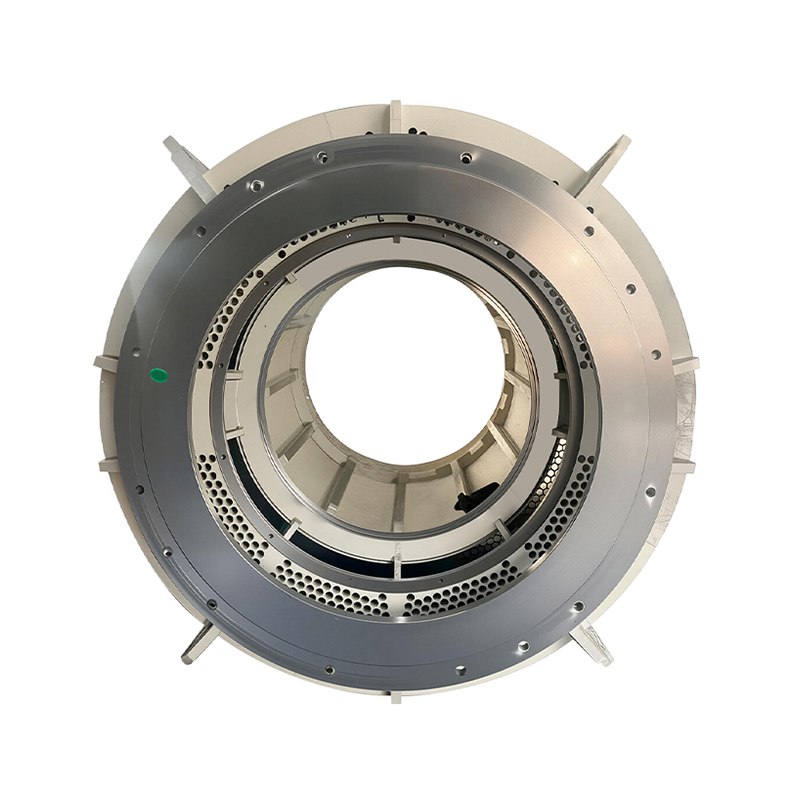
Stohování, lepení a montáž jádra: Od laminování po funkční jádra
Jednotlivé lamely statoru a rotoru servomotoru získávají svou plnou funkční hodnotu pouze tehdy, jsou-li sestaveny do koherentního vrstveného jádra s konzistentním mezilaminárním kontaktem a přesným axiálním vyrovnáním. Zvolený způsob montáže ovlivňuje mechanickou integritu, magnetický výkon a vhodnost pro následné výrobní procesy včetně vkládání vinutí a vyvážení rotoru.
Primární metody stohování a spojování používané pro jádra servo třídy jsou:
- Blokování (samočinné) — vyražené důlky nebo jazýčky zapadají do sousedních laminací během stohování a zajišťují mechanickou soudržnost bez lepidla nebo spojovacích prvků; nejběžnější metoda pro velkoobjemovou výrobu díky rychlosti a efektivitě nákladů
- Laser welding — axial weld beads applied along the outer diameter of the stacked core; vytváří tuhou sestavu s dobrou rozměrovou stabilitou, i když napětí vyvolané svařováním může okrajově zvýšit místní ztráty jádra v postižených zónách
- Lepení (lepené svazky laminací) — anaerobní nebo epoxidová lepidla aplikovaná mezi laminovací povrchy; eliminates mechanical stress from welding or interlocking, preserving the full magnetic properties of each lamination; preferovaný pro ultra-nízkošumová a vysoce přesná servo jádra
- Through-bolt assembly — lamely vyrovnané na přesný trn a upnuté průchozími šrouby; používá se především pro větší velikosti rámů, kde je spojování nebo svařování nepraktické
Pro jádra rotoru v servomotorech s permanentními magnety je obzvláště důležité přesné axiální vyrovnání. Nesouosost mezi svazkem lamel rotoru a geometrií upevnění magnetu zavádí asymetrické dráhy toku, které během provozu zvyšují jak ozubený točivý moment, tak akustický hluk.
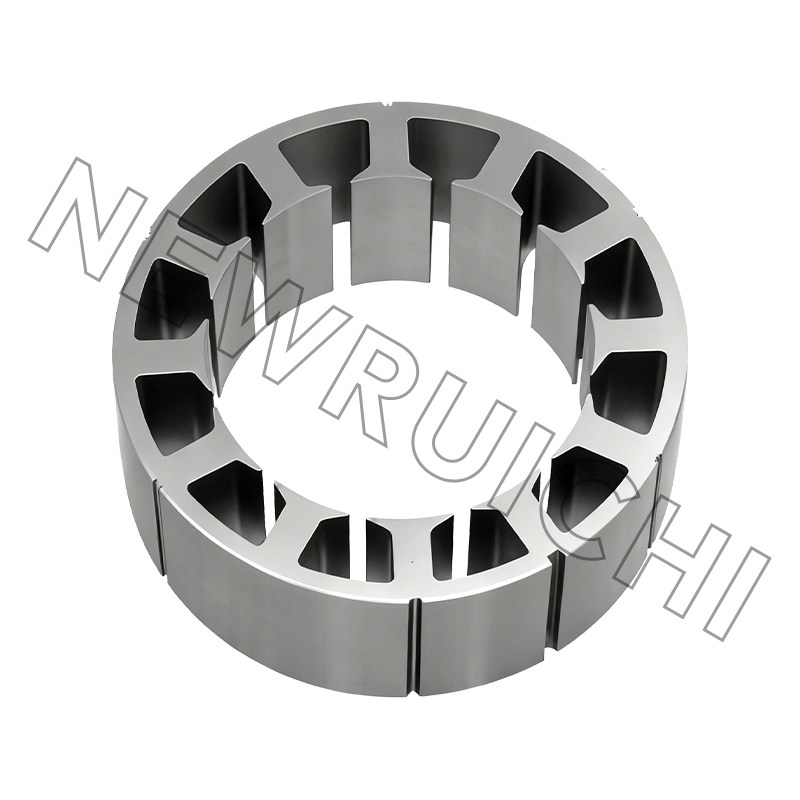
Možnosti přizpůsobení geometrie laminace servomotoru
Standardní geometrie laminace pokrývají nejběžnější velikosti rámů servomotorů a konfigurace pól-slot, ale mnoho aplikací s přesným pohybem vyžaduje přizpůsobené návrhy laminace, aby splňovaly specifické požadavky na výkon, balení nebo integraci. Přizpůsobení geometrie laminace je k dispozici v následujících rozměrech:
- Vnější a vnitřní průměr — přizpůsobené konkrétním rozměrům rámu motoru nebo omezením integrace přímého pohonu
- Tvar štěrbiny a šířka otvoru — optimalizované pro specifické měřidla drátu vinutí, faktory plnění a cíle indukčnosti štěrbiny
- Tooth tip geometry — Úhel zkosení a šířka hrotu upraveny tak, aby vyvážily redukci ozubeného momentu a hustotu toku v oblasti hrotu zubu
- Geometrie kapsy magnetu rotoru — u konstrukcí rotoru s vnitřním permanentním magnetem (IPM) tvar kapsy určuje účinnost bariéry toku a poměr výběžku, přičemž obojí ovlivňuje příspěvek reluktančního točivého momentu a šířku pásma dynamického řízení
- Stack length — upraveno tak, aby splňovalo cíle hustoty točivého momentu v rámci omezení axiálního balení
Prototypové nástroje pro zakázkové laminovací geometrie lze vyrobit s relativně nízkými náklady pomocí drátového EDM nebo laserového řezání pro počáteční ověření, s progresivním lisovacím nástrojem uvedeným do provozu, jakmile je geometrie potvrzena. Tento dvoustupňový přístup umožňuje konstruktérům motorů opakovat geometrii laminace, aniž by se předčasně zavázali k investicím do velkoobjemových nástrojů.
Výkonnostní výsledky: Co přinášejí vysoce kvalitní jádra v aplikaci
Kumulativní účinek výběru materiálu, rozměrové přesnosti, optimalizovaného designu pólů a drážek a pečlivé montáže je měřitelný na úrovni systému. Servomotory postavené na vysoce kvalitních jádrech statoru motoru a precizně lisovaných laminacích trvale vykazují následující výkonnostní charakteristiky ve srovnání s motory používajícími jádra nižší specifikace:
- Snížené zvlnění točivého momentu — umožňující plynulejší pohybové profily v robotických spojích a lineárních polohovacích fázích s přímými přínosy pro kvalitu povrchové úpravy v obráběcích aplikacích a přesnost dráhy v automatizaci uchopování a umísťování
- Nižší provozní teplota – snížené ztráty v jádře se promítají do menšího vývinu tepla při jmenovité zátěži, prodlužují životnost izolace vinutí a umožňují vyšší nepřetržité pracovní cykly bez snížení výkonu
- Rychlejší dynamická odezva — nižší magnetické ztráty a vyšší permeabilita zlepšují stálou stabilitu točivého momentu motoru v celém rozsahu provozních otáček a podporují užší šířky pásma proudové smyčky v servopohonu
- Snížené vibrace a akustický hluk — řízená rovinnost laminace, hladké okraje štěrbin a přesné vyvážení rotoru potlačují mechanické budicí síly, které generují slyšitelný hluk, což je požadavek stále více specifikovaný v lékařských, polovodičových a kolaborativních robotických aplikacích
- Konzistentní výkon jednotlivých dávek — úzké rozměrové tolerance napříč výrobními sériemi zajišťují, že výkonnostní parametry motoru zůstanou v rámci specifikací po celou dobu životnosti výrobního programu, což snižuje potřebu individuální kalibrace motoru ve fázi systémové integrace
Ve výrobních prostředích s vysokým cyklem, kde servomotory mohou vykonat desítky milionů polohovacích pohybů ročně, se tyto výkonnostní výhody kombinují během provozní životnosti systému – snížení spotřeby energie, prodloužení intervalů údržby a zlepšení celkových nákladů na vlastnictví ve srovnání s motory postavenými na součástech jádra statorového rotoru nižší specifikace.
Vaše emailová adresa nebude zveřejněna. Povinná pole jsou označena *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
autorská práva © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Výrobci jader statorů a rotorů
