Průvodce nákupem jádra transformátoru z křemíkové oceli
Proč základní materiál a zpracování definují výkon transformátoru
V žádném transformátoru není jádro pouze konstrukční součástí – je to magnetický motor, který určuje, jak efektivně se elektrická energie pohybuje z primárního do sekundárního vinutí. Výběr materiálu jádra, orientace zrna, geometrie laminace a zpracování po zpracování přímo řídí, kolik energie se během provozu ztratí ve formě tepla, kolik akustického hluku jednotka generuje při zatížení a jak spolehlivě transformátor funguje po dobu životnosti, která může trvat desítky let. Pro inženýry, kteří specifikují jádra pro výkonové transformátory, proudové transformátory, reaktory a distribuční zařízení, není pochopení těchto proměnných akademické – promítá se přímo do účinnosti systému, provozních nákladů a souladu se stále přísnějšími energetickými normami.
A jádro transformátoru z křemíkové oceli nabízí kombinaci vlastností, kterým se žádný jiný komerčně dostupný materiál v měřítku nevyrovná: vysoká magnetická permeabilita, řízená hustota saturačního toku, nízká hysterezní ztráta a možnost zpracování do přesných geometrií laminace. Když jsou vyrobena se správnou orientací zrna a povrchovou úpravou, jádra z křemíkové oceli trvale překonávají alternativy v rozsahu napájecí frekvence (50/60 Hz), který definuje velkou většinu elektrických zařízení připojených k síti.
Orientovaná vs. neorientovaná silikonová ocel: Výběr správné třídy
Silikonová ocel použitá v transformátorová jádra je k dispozici ve dvou zásadně odlišných mikrostrukturálních formách, z nichž každá je vhodná pro různé aplikace. Rozdíl mezi nimi ovlivňuje nejen magnetický výkon, ale také výrobní procesy potřebné k přeměně surového pásového materiálu na hotové laminace.
Silikonová ocel orientovaná na zrno
Křemíková ocel s orientovaným zrnem (GO) se vyrábí pečlivě řízenou sekvencí válcování a žíhání, která zarovnává magnetické domény materiálu převážně ve směru válcování. Toto uspořádání dává oceli GO její definující charakteristiku: výjimečně nízké ztráty v jádře a vysokou permeabilitu, když magnetický tok probíhá paralelně se směrem válcování. V praxi to znamená, že GO ocel poskytuje svůj nejlepší výkon v ramenech a třmenech transformátoru, kde je dráha toku dobře definovaná a v podstatě jednosměrná.
Moderní vysoce permeabilní (HiB) třídy křemíkové oceli s orientovaným zrnem dosahují ztrát v jádře pouhých 0,85 W/kg při 1,7 T a 50 Hz a hodnot permeability, které umožňují konstruktérům snížit průřezy jádra a celkovou hmotnost transformátoru bez obětování magnetického výkonu. Tyto vlastnosti činí z křemíkové oceli GO materiál volby pro velké výkonové transformátory, distribuční transformátory a jakékoli aplikace, kde je nutné minimalizovat ztráty naprázdno, aby byly splněny požadavky na účinnost, jako jsou normy EU Tier 2 nebo DOE.
Neorientovaná silikonová ocel
Neorientovaná (NO) křemíková ocel má více randomizovanou strukturu zrn, což jí dává rovnoměrnější magnetické vlastnosti ve všech směrech v rovině plechu. Díky této izotropii je vhodný pro aplikace, kde dráha toku mění směr – rotační stroje, reaktory se složitou geometrií toku a určité konstrukce proudových transformátorů. Zatímco NO ocel má na stejné indukční úrovni vyšší ztráty v jádře než jakosti GO, její izotropní chování zjednodušuje konstrukci jádra v geometriích, kde nelze udržet jediný směr toku v celém magnetickém obvodu.
U jader reaktorů, kde dráha toku může procházet několika rameny pod různými úhly, poskytuje neorientovaná silikonová ocel praktickou rovnováhu mezi magnetickým výkonem a výrobní flexibilitou. Je také široce používán v jádrech proudových transformátorů, kde toroidní nebo prstencová geometrie znamená, že tok se pohybuje po obvodu jádra spíše než v jediném lineárním směru.
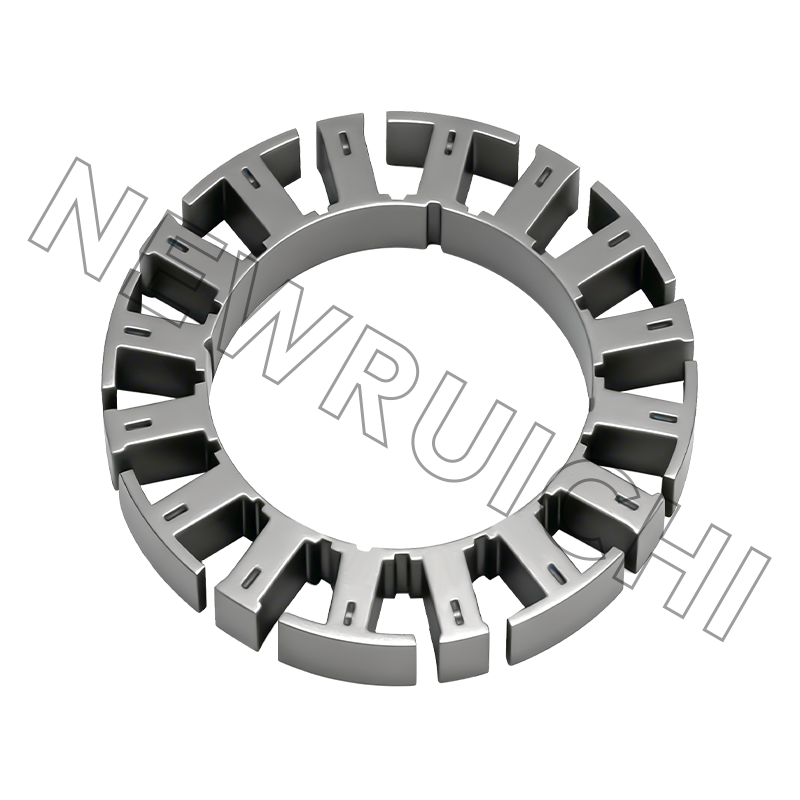
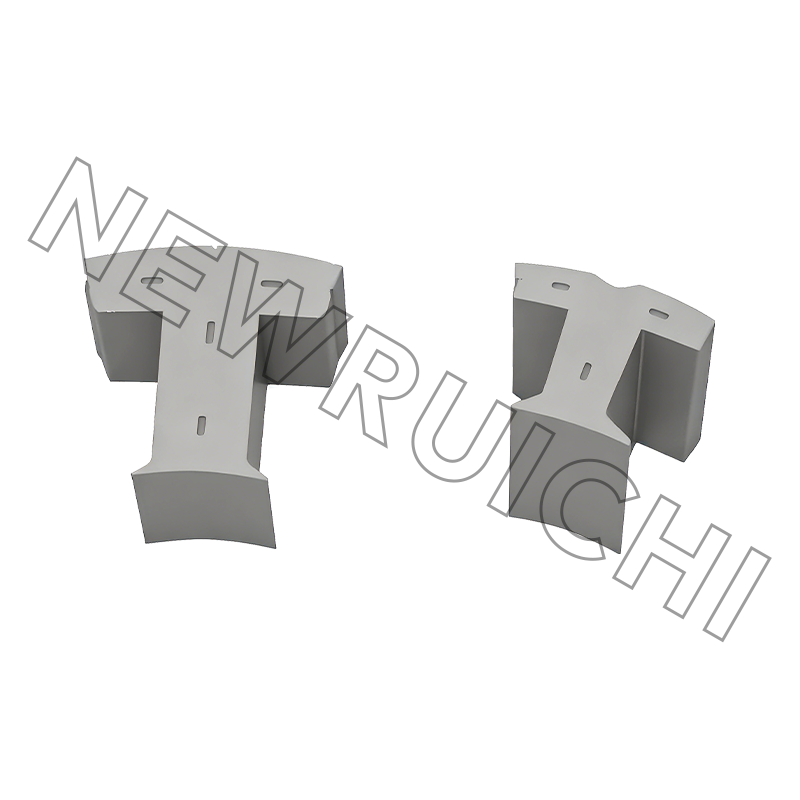
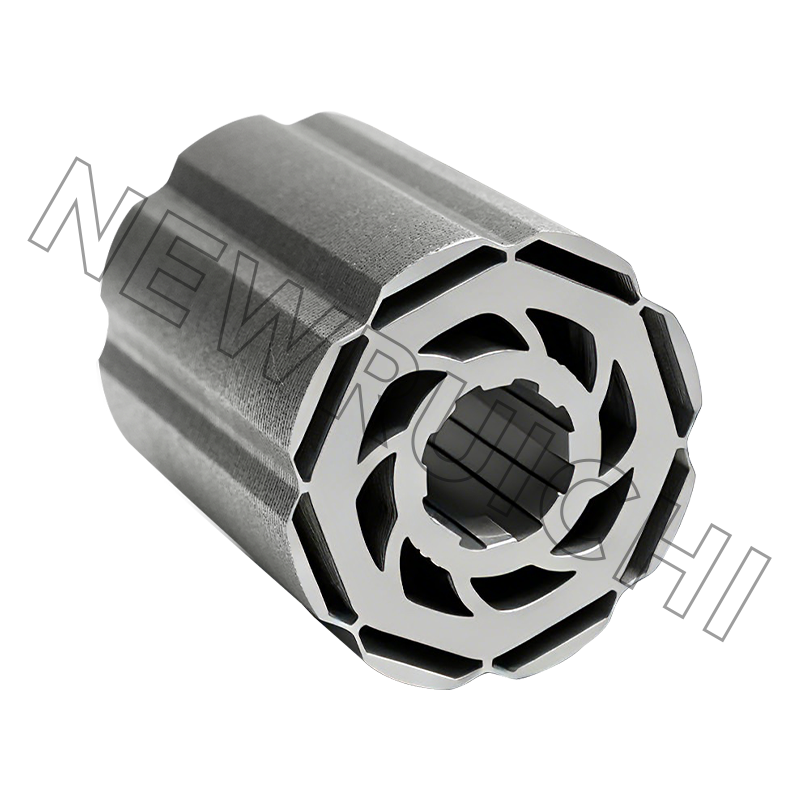
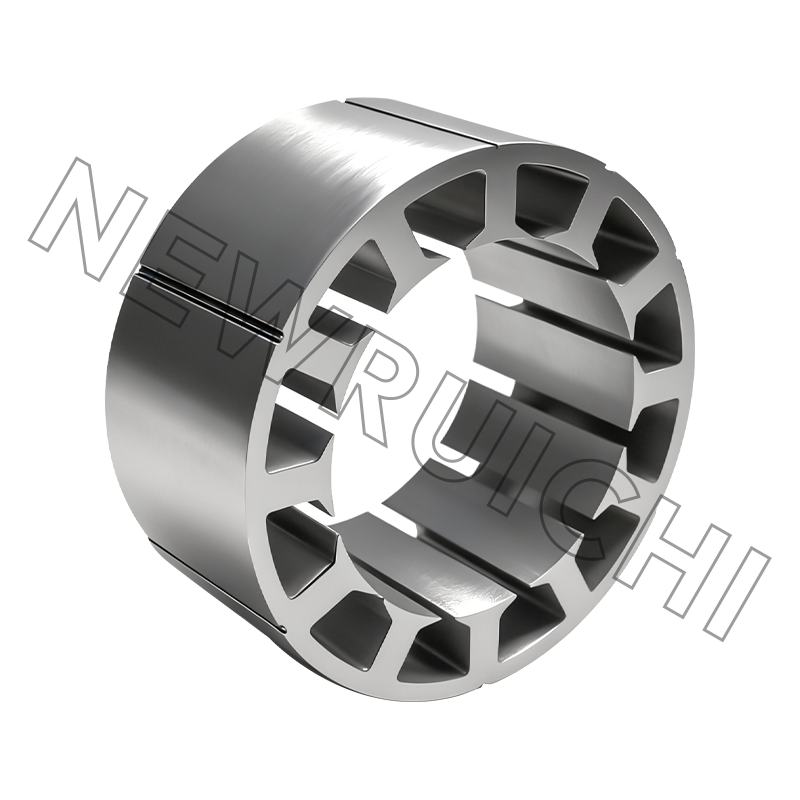
Jak přesné lisování vytváří vysoce kvalitní laminovací jádro transformátoru
Cesta od pásu křemíkové oceli k hotovému laminovanému jádru transformátoru prochází několika výrobními fázemi, z nichž každá má měřitelné důsledky pro konečný magnetický a akustický výkon jádra. Lisování – také nazývané děrování nebo vysekávání – je proces, při kterém se z válcovaného pásu vyřezávají jednotlivé tvary laminace. Kvalita této operace určuje rozměrovou přesnost každé laminace, stav řezaných hran a v konečném důsledku rovnoměrnost sestaveného stohu.
Přesné lisování používá tvrzené sady matric udržované v úzkých tolerancích, typicky drží rozměrovou přesnost v rozmezí ±0,05 mm pro kritické vlastnosti, jako jsou rohové rádiusy, šířky štěrbin a úhly spojů se stupňovitým přesahem. Tato úroveň přesnosti je důležitá, protože spojované oblasti laminovacího svazku – kde se jednotlivé kusy ocelového plechu vzájemně dotýkají nebo se navzájem překrývají – jsou primárním zdrojem jak zvýšené ztráty jádra, tak slyšitelného hluku. Nepřesné lisování vytváří mezery a nesouososti v těchto spojích, což nutí tavidlo procházet vzduchovými mezerami a generuje lokalizované zahřívání a magnetostrikční vibrace.
Návrhy spojů se stupňovitým překrytím, ve kterých jsou po sobě jdoucí vrstvy laminace posunuty o pevný přírůstek, rozdělují odpor spoje na více vrstev a výrazně snižují špičky hustoty toku, které způsobují hluk a ztráty. Dosažení konzistentní geometrie s postupným překrýváním v rámci celé výrobní série vyžaduje lisovací nástroje, které si zachovají přesnost po miliony cyklů – což je standard, který odděluje výrobce přesných laminací od dodavatelů komodit.
Role žíhání při dosahování nízké ztráty jádra
Lisování zavádí plastickou deformaci do křemíkové oceli podél řezaných hran a v oblastech laminace, kde dochází ke kontaktu s matricí. Tato deformace narušuje strukturu zrna materiálu, vytváří zbytkové napětí, které zvyšuje ztrátu hystereze a snižuje propustnost v postižených zónách. U tenkých laminací (0,23–0,35 mm) může být podíl průřezu ovlivněný poškozením hran významný, takže uvolnění napětí je kritickým krokem následného zpracování.
Žíhání to řeší zahřátím lisovaných laminací na teplotu typicky mezi 750 °C a 850 °C v řízené atmosféře – obvykle dusíku nebo vodíku – po definovanou dobu setrvání a poté chlazením řízenou rychlostí. Tento tepelný cyklus umožňuje, aby se posunuté hranice zrn vzniklé lisováním obnovily a obnovily se magnetické vlastnosti oceli blízké stavu před lisováním. V praxi správně žíhané laminace vykazují snížení ztráty hystereze o 15–30 % ve srovnání s nežíhanými díly a odpovídající zlepšení propustnosti, které umožňuje jádrům pracovat při nižším budicím proudu.
Stejně důležitá je žíhací atmosféra. Kontaminace kyslíkem během žíhání degraduje izolační povlak na povrchu laminace, zvyšuje cesty vířivých proudů mezi vrstvami a zvyšuje celkovou ztrátu jádra. Žíhání s řízenou atmosférou v prostředí inertního nebo redukčního plynu zachovává mezilaminární izolaci a zachovává plnou výhodu ošetření odlehčením pnutí.
Srovnání výkonu: Ztráta jádra podle materiálu a jakosti
Následující tabulka shrnuje typické hodnoty ztrát v jádře pro běžné třídy křemíkové oceli používané při výrobě laminovaných jader transformátorů, testované při 1,5 T a 50 Hz. Tyto hodnoty představují celkovou specifickou ztrátu jádra (W/kg) kombinující složky hystereze a vířivých proudů:
| Typ materiálu | Příklad třídy | Tloušťka (mm) | Ztráta jádra při 1,5T/50Hz (W/kg) | Typická aplikace |
| HiB orientované na obilí | 27RGH095 | 0.27 | 0.95 | Velký výkonový transformátor |
| Standardní orientované na obilí | 30Q120 | 0.30 | 1.20 | Distribuční transformátor |
| Neorientovaný (nízká ztráta) | 35WW250 | 0.35 | 2.50 | Reaktor, proudový transformátor |
| Neorientované (standardní) | 50W470 | 0.50 | 4.70 | Malý transformátor, relé |
Aplikace jader transformátorů z křemíkové oceli s nízkou ztrátou jádra
Poptávka po jádru transformátoru z křemíkové oceli s nízkou ztrátou jádra je řízena regulačním tlakem, provozní ekonomikou a citlivostí na hluk – faktory, které se liší hmotností v závislosti na aplikaci, ale vyskytují se ve všech hlavních sektorech, které používají zařízení pro přeměnu energie.
- Transformátory pro přenos a distribuci energie: Ztráty naprázdno v distribučních transformátorech běží nepřetržitě po dobu 8 760 hodin ročně bez ohledu na zatížení. Snížení měrné ztráty jádra o 0,1 W/kg v celé populaci transformátorů se promítá do měřitelných úspor energie na úrovni sítě, a proto se úrovně účinnosti (IE1 až IE3 pro distribuční transformátory) stávají povinnými na hlavních trzích.
- Proudové transformátory: Shoda s třídou přesnosti (IEC 61869) závisí na magnetické linearitě jádra a nízkém budicím proudu. Laminovací jádro transformátoru s vysokou permeabilitou a nízkou hysterezní ztrátou umožňuje proudovým transformátorům udržovat přesnost měření v širokém rozsahu primárního proudu bez nadměrné sekundární zátěže.
- Reaktory a induktory: Tlumivky se vzduchovou mezerou používané při korekci účiníku, filtrování harmonických složek a pohonů s proměnnou frekvencí vyžadují jádra, která udržují stabilní propustnost pod stejnosměrným předpětím a střídavým zvlněním současně. Neorientovaná jádra z křemíkové oceli s řízenými vzduchovými mezerami poskytují stabilitu indukčnosti, kterou tyto aplikace vyžadují.
- Instalace citlivé na hluk: Transformátory instalované v obytných oblastech, nemocnicích a datových centrech čelí přísným limitům akustických emisí. Materiály s nízkou ztrátou jádra přirozeně produkují menší magnetostriktivní napětí a přesné lisování se stupňovitými spoji minimalizuje mechanické buzení, které převádí toto napětí na slyšitelný zvuk.
Klíčové faktory, které je třeba ověřit při nákupu jader transformátorů z křemíkové oceli
Při hodnocení dodavatele laminovacího jádra transformátoru by měly být následující technické specifikace potvrzeny zkušebními údaji a nikoli přijaty jako jmenovité nároky:
- Certifikáty o testu ztráty jádra: Požádejte o měření Epsteinova rámu nebo testeru jednoho listu (SST) na indukčních úrovních a frekvencích relevantních pro váš návrh, nejen na standardním referenčním bodě 1,5 T/50 Hz.
- Izolační odpor laminovaného povrchu: Integrita mezilaminárního izolačního povlaku by měla být ověřena testerem Franklin nebo ekvivalentním, s výsledky uváděnými v ohm·cm².
- Rozměrové kontrolní zprávy: Pro každou výrobní šarži by měly být zdokumentovány kritické rozměry – zejména mezera ve spoji, konzistence přesazení krokového přesahu a rovinnost laminace.
- Dokumentace procesu žíhání: Ujistěte se, že žíhání po lisování se provádí v kontrolované atmosféře a že teplotní profily jsou zaznamenány a sledovatelné pro každou výrobní šarži.
- Sledovatelnost materiálu: Použitý pás z křemíkové oceli by měl být vysledovatelný k certifikované válcovně s dokumentovanými magnetickými vlastnostmi podle IEC 60404 nebo ekvivalentních národních norem.
Pro infrastrukturu přenosu a distribuce energie, kde jádra transformátorů pracují nepřetržitě po dobu 30 nebo více let, je specifikace ověřených komponent jádra z křemíkové oceli s nízkou ztrátou jádra – podložené procesní dokumentací a údaji z nezávislých testů – jediným nejúčinnějším krokem, který může tým nákupu udělat, aby snížil celkové náklady životního cyklu a splnil cíle účinnosti sítě.

Vaše emailová adresa nebude zveřejněna. Povinná pole jsou označena *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
autorská práva © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Výrobci jader statorů a rotorů
