Laminované jádro Interlock: Přesnost a zvýšení výkonu
Určující výhoda an propletené laminované jádro je jeho schopnost snížit ztráty vířivými proudy až o 95 % ve srovnání s plným jádrem a současně eliminuje potřebu svařování nebo nýtování v procesu montáže. Tato dvojí výhoda zlepšuje jak elektrickou účinnost, tak rychlost výroby ve velkoobjemové výrobě motorů.
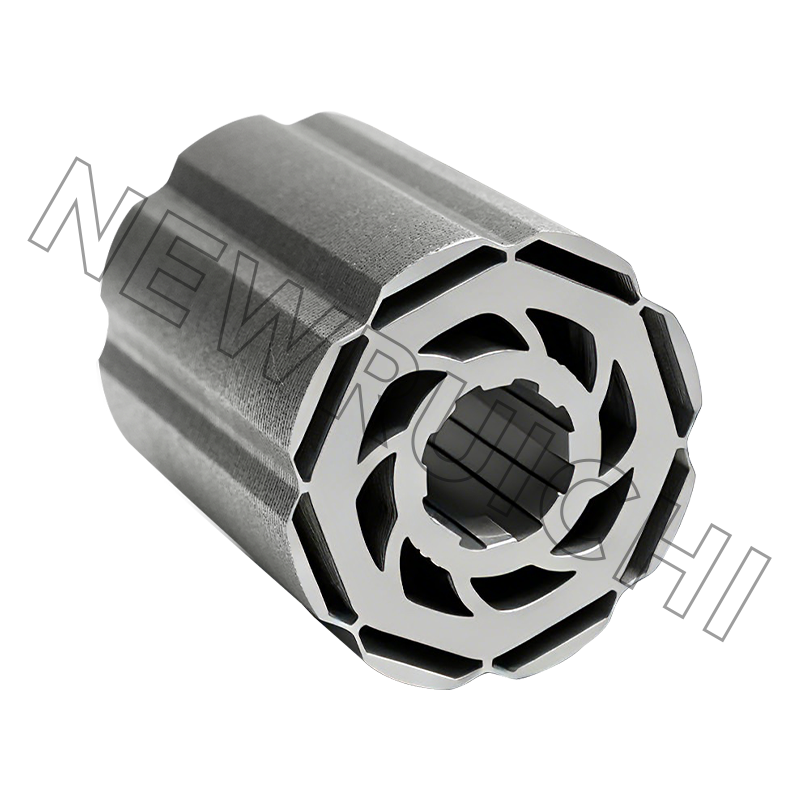
Technologie se posunula za hranice jednoduchého stohování. Moderní blokovací systémy nyní zahrnují mikrofunkce, které během lisování fyzicky spojují laminace na úrovni blízké molekulární úrovni a vytvářejí monolitickou strukturu, která odolává torznímu namáhání vysokootáčkových trakčních motorů. Pochopení architektury lisovacích nástrojů a dynamiky odpružení materiálu je pro konstruktéry při specifikaci těchto jader zásadní.

Mechanika blokování bez cizího materiálu
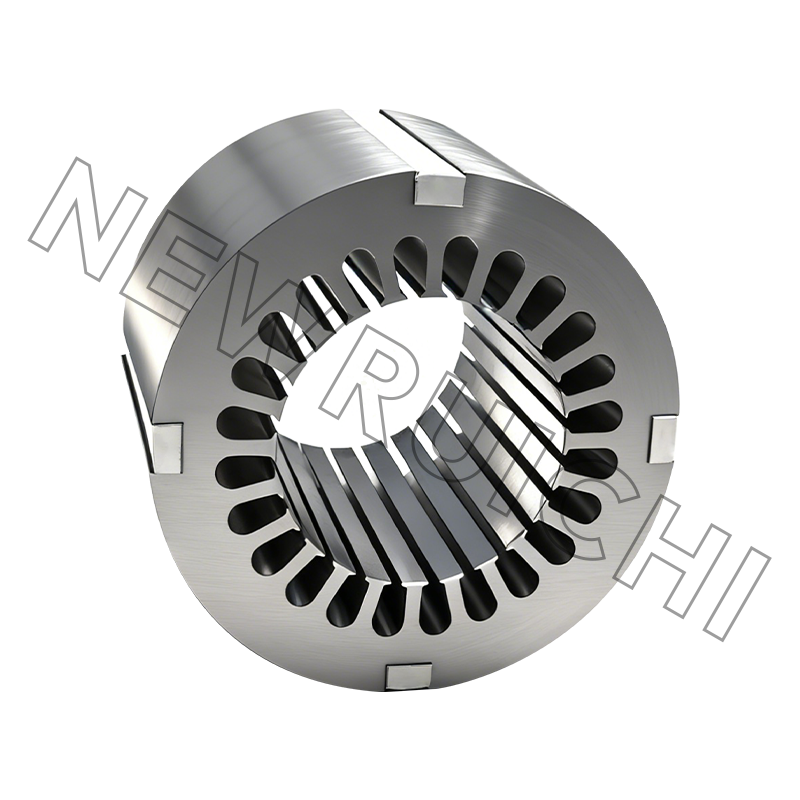
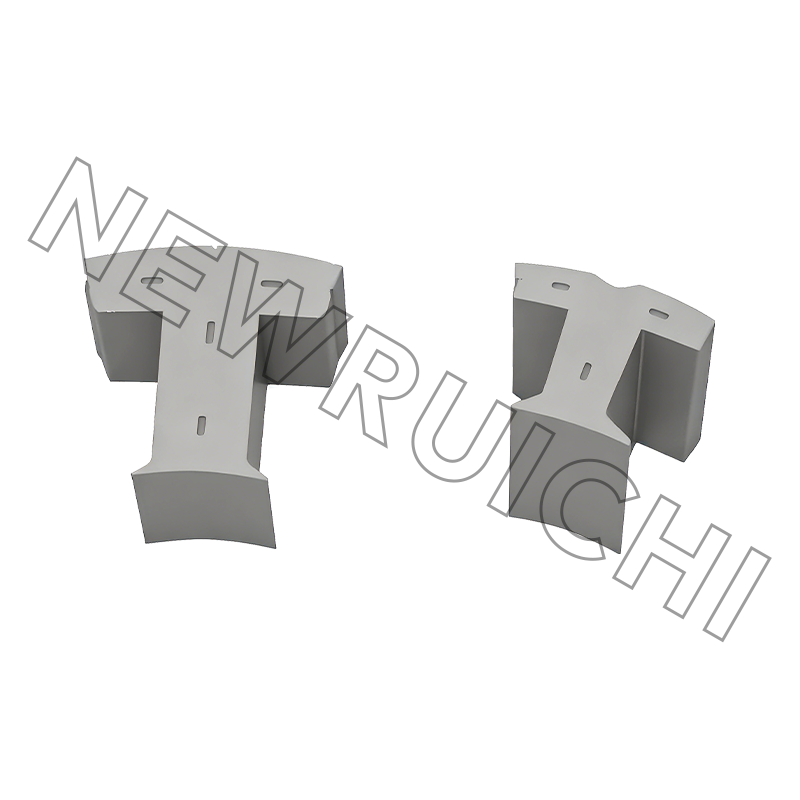
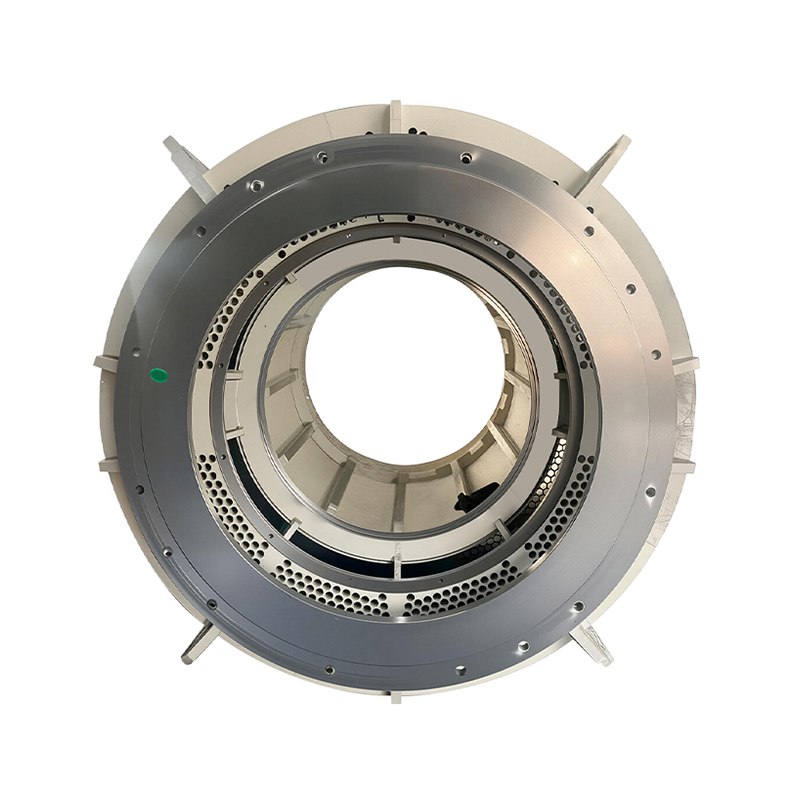
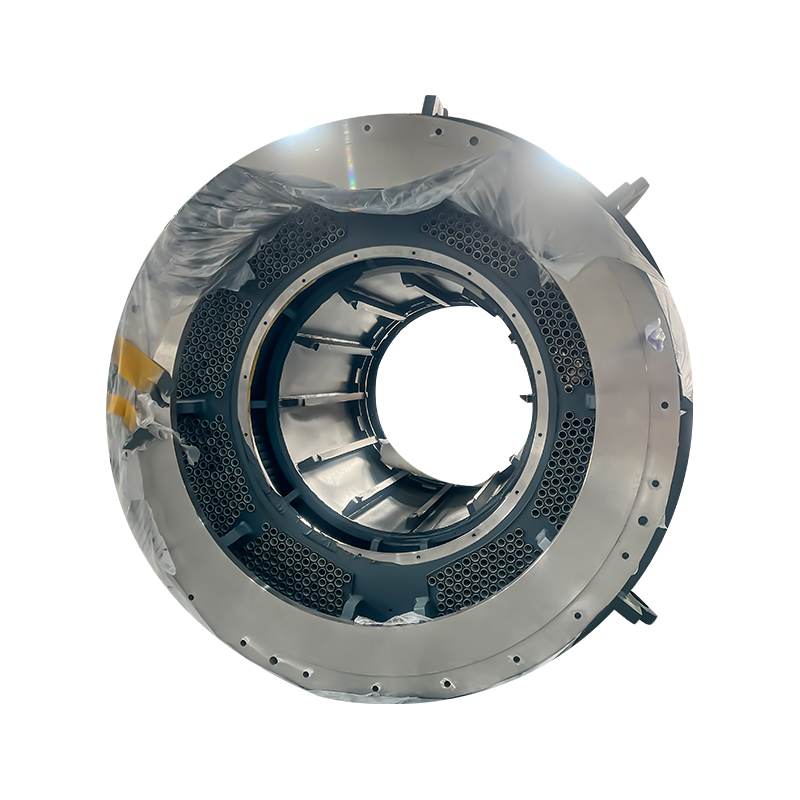
Na rozdíl od tradiční konstrukce jádra, která se opírá o příchytky, šrouby nebo svařování MIG podél vnějšího průměru, používá laminované jádro pro spojení vrstev geometrické přizpůsobení. Během vysokorychlostního lisovacího procesu vysekává progresivní vysekávací lis přesné válcové nebo V-tvarované výstupky na jedné laminaci, které se vtlačují do odpovídajících prohlubní na sousedním plechu. Interference se hodí, často jen 0,02 až 0,05 mm , vytváří přídržnou sílu dostatečně silnou k udržení integrity laminace během navíjení a lakování.
Odstranění svařování je významným technickým skokem. Svařování vytváří zkratovou dráhu podél zadního železa a vytváří lokalizovaná horká místa, která zhoršují magnetickou permeabilitu. Odstraněním této vodivé dráhy si vzájemně propojená jádra udržují skutečně izolovanou laminační strukturu, což zajišťuje, že hustota toku zůstane rovnoměrná v celém profilu zubu.
Kvantifikace zlepšení účinnosti a točivého momentu
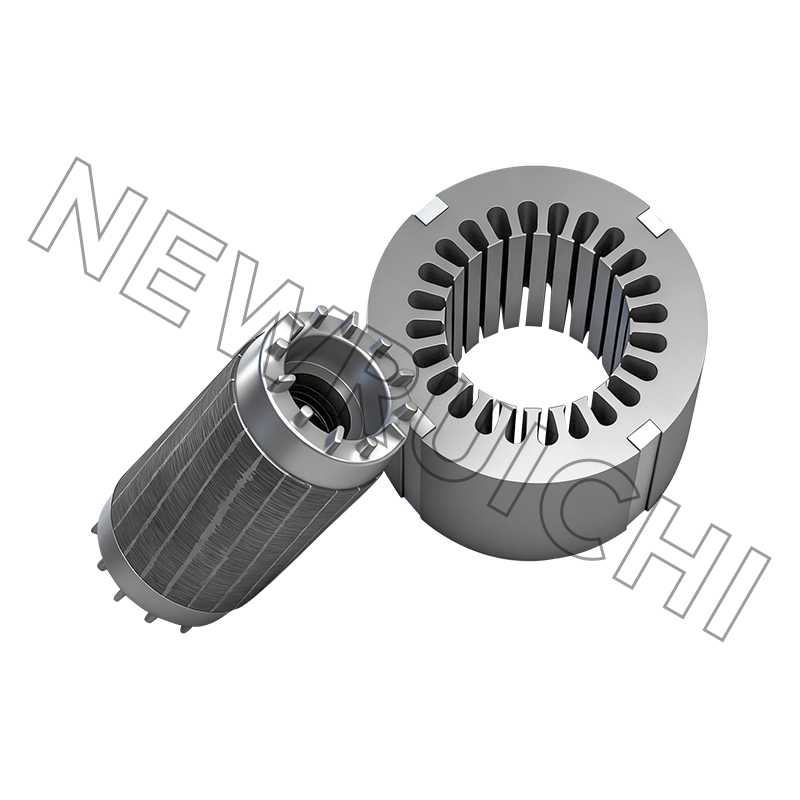
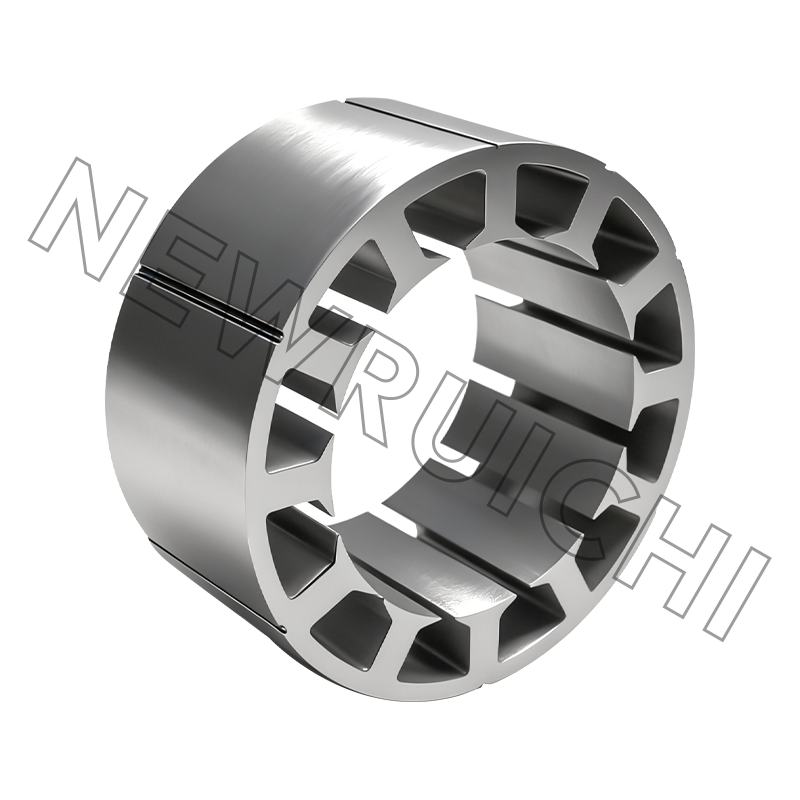
Posun od svařovaného k propojenému provedení jádra má přímý dopad na hustotu výkonu elektromotoru. Testování na 12-slotovém, 8-pólovém koncentrovaném statoru vinutí jasně odhaluje výkonnostní delta.
| Parametr | Svařované jádro | Laminované jádro Interlock |
|---|---|---|
| Ztráta železa při 1000 Hz (W/kg) | 48 | 38 |
| Ozubený moment (mNm) | 12 | 4 |
| Stohovací faktor | 95 % | 98,5 % |
| Zpětný nárůst teploty železa | 65 °C | 48 °C |
Snížení otočného momentu na 4 mNm je zvláště kritický pro hluk, vibrace a drsnost (NVH) v aplikacích automobilové trakce. Tato hladkost vyplývá z přesného úhlového vyrovnání udržovaného propojovacími prvky, které zabraňují rotačnímu prokluzu mezi vrstvami, který postihuje mechanicky upnutá jádra během tepelného cyklování.
Kritické parametry nástrojů pro sady s nulovými defekty
Úspěšný projekt propleteného laminovaného jádra selže nebo uspěje uvnitř raznice. Funkce blokování je vytvořena v závěrečných fázích progresivní matrice, která vyžaduje absolutní kontrolu nad podáváním materiálu a vůlí od razníku k matrici. Jakákoli odchylka se zde násobí přes výšku zásobníku.
Řízené odpružení a rovinnost povrchu
Křemíková ocel vykazuje materiálové odpružení zhruba 2 až 4 stupně po ohnutí. Aby do sebe zapadající poutka bezpečně zapadly, musí lisovník přesně ohnout poutko tak, aby se uvolnilo do uzamčené polohy uvnitř dutiny přilehlé vrstvy. Pokročilé progresivní matrice nyní používají servopohony řízené tlakové podložky, které upravují tonáž v reálném čase a kompenzují změny tvrdosti mezi cívkami. Bez této kompenzace dochází k uvolněným svazkům nebo prasknutí laminace.
Množství blokování a geometrie tvaru
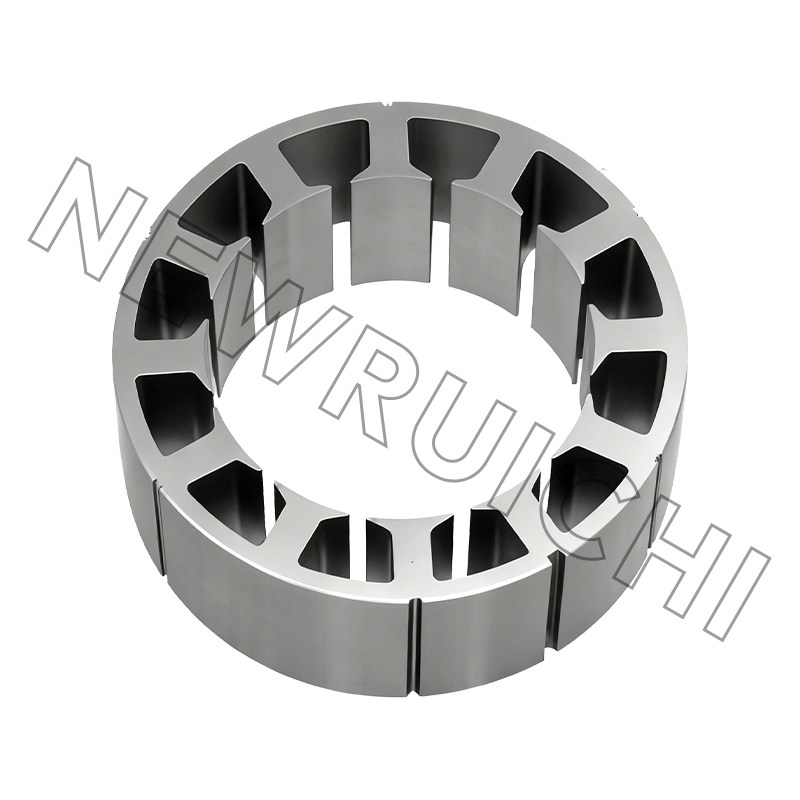
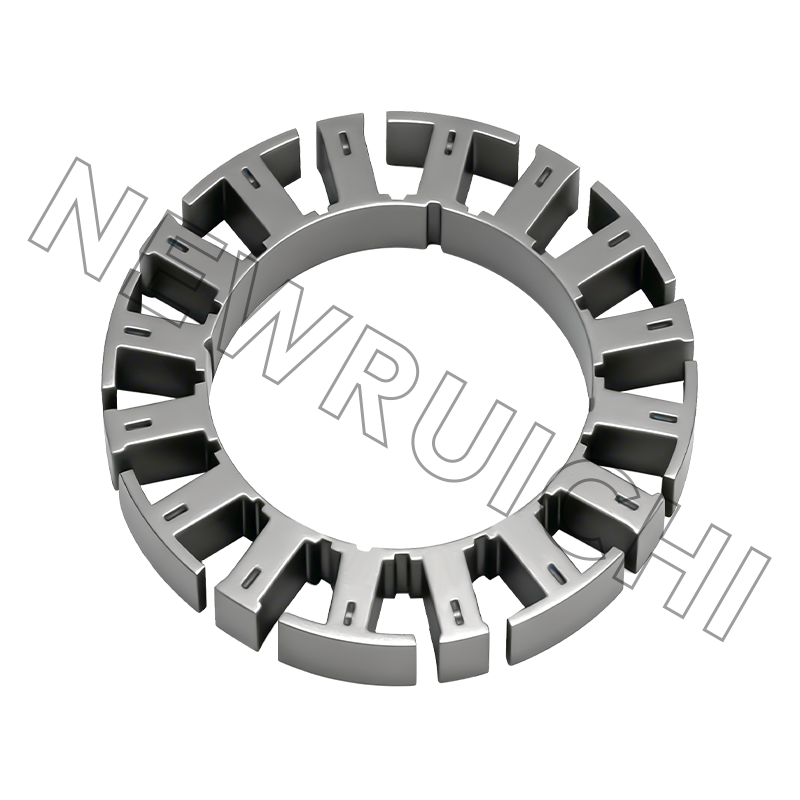
Geometrie určuje pevnost ve smyku konečného bloku. Současná osvědčená praxe pro stator o průměru 200 mm používá tyto profily:
- Kulaté důlky: Nejlepší pro malé servomotory pod 5 kW poskytující symetrickou přídržnou sílu s minimálním dopadem na magnetickou dráhu.
- Blokování ve tvaru V nebo delta: Doručuje O 40 % vyšší odolnost proti vytažení než kulaté konstrukce vytvořením rybinového efektu, který je nezbytný pro motory přesahující 10 000 ot./min.
- Variabilní tlakové zóny: Technika, kde je hloubka blokování snížena v oblasti zubů statoru, aby se zabránilo praskání izolační vrstvy, zatímco maximální upínací síla je aplikována výhradně na oblast třmenu.
Materiálová omezení a integrita elektrické izolace
Vzájemné spojení přirozeně narušuje izolační oxidový nebo lakový povlak na povrchu oceli. Když poutko prořízne povlak, vytvoří můstek kov na kov. Řízení tohoto rizika zkratu je primární výzvou při návrhu. U vysokofrekvenčních pohonů využívajících měniče z karbidu křemíku (SiC) mohou ostré dv/dt impulsy indukovat destruktivní proudy přes tato blokování.
Aby se to zmírnilo, výrobci nyní používají a sekundární samovazný epoxid který se aktivuje během vytvrzovacího cyklu. Zatímco mechanické blokování poskytuje pevnost v surovém stavu pro manipulaci, vypálený epoxid vyplní mikro-mezery v řezných hranách a obnoví elektrický odpor výše 5 megaohmů na 500V. Tento hybridní proces spojování se rychle stává standardem pro 800V EV trakční motory.
Implementace ověřování kvality in-Die
Spoléhat se na destruktivní vytahovací zkoušky hotových stohů je zastaralé. Inteligentní razicí buňky nyní integrují laserové snímače posunu přímo do dutiny formy. Když laminace opouštějí blokovací stanici, senzor změří výšku výstupku zajišťovacího jazýčku. Pokud se výška záložky odchyluje od nominální cíl 0,8 mm o více než 0,03 mm , ovladač lisu nastaví průnik berana okamžitě nebo odkloní špatnou sekci dříve, než dojde k ohrožení plného stohu. Tato zpětná vazba s uzavřenou smyčkou umožňuje překročení výnosu prvního průchodu 99,9 % , nezbytné při výrobě jednoho jádra rotoru každých 2,5 sekundy.
Vaše emailová adresa nebude zveřejněna. Povinná pole jsou označena *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/telefon:
+86-18861576796 +86-18261588866
Telefon/telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
autorská práva © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Výrobci jader statorů a rotorů
